
Полимеризация порошковой краски — особенности, этапы, технология
Время на чтение: ~ 4 минуты
Большое значение в процессе окрашивания имеет полимеризация порошковой краски. Только строгое соблюдение технологии позволит получить ударопрочное, устойчивое к коррозии покрытие с электроизоляционными свойствами. Окраска имеет свои особенности в зависимости от размеров, толщины, материала обрабатываемых деталей. Чаще таким способом окрашиваются металлические поверхности. Но допускается нанесение порошкового красителя на древесину, термостойкие пластмассы.
Этапы полимеризации
После того как сухой порошок был нанесен на поверхность изделия с помощью распылителя, приступают к окрашиванию. Операция проводится с использованием специального оборудования и включает 3 стадии.
Оплавление
Помещенная в печь деталь нагревается до определенной температуры, заданной изначально. Установленные параметры зависят от нескольких факторов:
Установленные параметры зависят от нескольких факторов:
- толщины и формы изделия;
- типа оборудования;
- вида красителя.
Нагреваясь, красящие частицы расплавляются, образуя слой средней вязкости. Воздух, изначально содержащийся в порошке, вытесняется. Краска превращается в блестящую пленку, то есть полимеризуется. Если процесс проводится правильно, то воздух вытесняется полностью, а получившаяся пленка характеризуется равномерностью. При нарушении технологии в покрытии могут оставаться воздушные пузырьки, что приводит к возникновению пор. Это ухудшает технические характеристики и внешний вид окрашенной поверхности.
Температура плавления красителя должна быть ниже установленной в камере. Тогда получится избежать дефектов. Резкие температурные колебания запрещены. Допустимые перепады не более 5 °С. Оптимальные показатели — 150-220 °С. Частицы наносятся тонким слоем.
Отвержение
Эта стадия занимает больше времени.
Следует помнить: тонкостенные изделия прогреваются быстрее, чем аналоги крупных размеров. Чтобы исключить появление дефектов, работа с деталями большой толщины проводится 2-мя способами:
- их предварительно нагревают;
- увеличивают время отвержения.
На этой стадии самый важный фактор – время. Сокращать его нельзя. Иначе пленка не успеет до конца затвердеть, что негативно скажется на адгезии и прочности. При соблюдении временного режима исключается риск возникновения изъянов, и повышаются механические свойства покрытия.
Охлаждение
 Время полимеризации порошковой краски составляет 15-30 минут. Весь процесс (от напыления частиц до получения конечного результата окрашивания) занимает 30-50 минут.
Время полимеризации порошковой краски составляет 15-30 минут. Весь процесс (от напыления частиц до получения конечного результата окрашивания) занимает 30-50 минут.
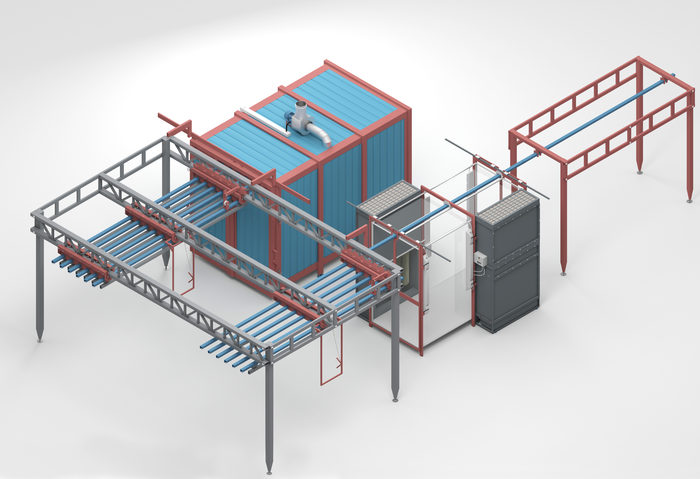
Оборудование для полимеризации
Оплавление красителя, образование пленки происходит в специальных печах (сушильных шкафах). В зависимости от конструктивных особенностей они бывают 2-х видов:
- Тупиковые (камерные) – целесообразно использовать при небольших объемах производства и меняющихся условиях окраски. Эксплуатация имеет собственные особенности. Так как загрузка обрабатываемых изделий проводится партиями, температурный режим характеризуется нестабильностью. Поэтому требуется предварительный прогрев сушилки.
- Проходные (конвейерные) – используются при серийном производстве. Работают в поточном режиме. На противоположных сторонах расположены отверстия, обеспечивающие свободный вход и выход деталей. Чтобы предотвратить тепловые потери, печи оборудуются специальными А-шлюзами.
 Также рядом с отверстиями возможна установка подъемных или раздвижных дверей.
Также рядом с отверстиями возможна установка подъемных или раздвижных дверей.
 Также рядом с отверстиями возможна установка подъемных или раздвижных дверей.
Также рядом с отверстиями возможна установка подъемных или раздвижных дверей.Шкафы для сушки оснащены блоком управления, с помощью которого легко контролировать выполнение операций. Есть возможность автоматического отключения, благодаря заранее настроенному таймеру. Для работы полимеризационных печей используются различные источники энергии: мазут, природный газ, электричество.
Контроль и гарантия качества
Для контроля качества, как правило, используется современное оборудование. Степень заряда частиц определяется трибоэлектротестером. Для настройки температуры используется термограф. Степень адгезии проверяется адгезиметром, толщина покрытия – толщиномером. Выбирая компанию «Порошковая краска СПб», клиенты выбирают качество, надежность и доступные цены.
Рекомендуемые статьи:
- Как красить порошковой краской
- Чем снять порошковую краску
- Толщина слоя порошковой краски
Особенности отверждения (полимеризация) полимерных покрытий.

Отверждение (полимеризация) порошковых полимерных покрытий должно проходить как можно более рационально и при этом не нарушать качество образующегося покрытия (Пк), еще чувствительного к внешним воздействиям.
Реакция полимеризации порошковых полимерных покрытий протекает в зависимости от состава композиции, согласно законам кинетики, при определенной температуре и времени в печи полимеризации. При горячей сушке весь слой порошкового краски должен быть как можно быстрее нагрет до необходимой температуры при ее однородном распределении в отверждаемом слое. Только при таких условиях расплав порошковой краски может достичь минимальной вязкости без ухудшения растекаемости в результате проходящей реакции полимеризации. При медленном нагревании в толщине слоя порошковой краски начинается процесс полимеризации еще до того, как произошло его достаточное растекание по поверхности изделия, в результате чего отвержденная поверхность получается неровной. Обычно температура горячей сушки для порошковых красок составляют 110 — 250°C, а время выдержки 5 — 30 мин. Определенное влияние на процесс отверждения-полимеризации имеют форма и толщина окрашиваемых изделий. Под временем нахождения в печи обычно подразумевается время, в течение которого изделие находится в активной зоне печи полимеризации. Оно делится на время нагрева и выдержки. Температура горячей сушки и необходимое время выдержки определяются типом порошкового ЛКМ, а время нагрева -толщиной материала подложки и конструктивной формой зоны нагрева. Постоянство температуры горячей сушки и контроль температуры в процессе нагрева обеспечивают получение покрытия с равномерным блеском и предотвращают перегрев порошкового полимерного покрытия.
Определенное влияние на процесс отверждения-полимеризации имеют форма и толщина окрашиваемых изделий. Под временем нахождения в печи обычно подразумевается время, в течение которого изделие находится в активной зоне печи полимеризации. Оно делится на время нагрева и выдержки. Температура горячей сушки и необходимое время выдержки определяются типом порошкового ЛКМ, а время нагрева -толщиной материала подложки и конструктивной формой зоны нагрева. Постоянство температуры горячей сушки и контроль температуры в процессе нагрева обеспечивают получение покрытия с равномерным блеском и предотвращают перегрев порошкового полимерного покрытия.
Конструкционные разновидности сушильных камер
В зависимости от вида загрузки сушилки делятся на камерные и непрерывного действия. Корпуса сушилок состоят, как правило, из кассет с двойными стенками, выполненных из листового металла, между которыми находится изолирующий материал. Отдельные кассеты на местах стыков должны плотно прилегать друг к другу, поэтому крайне важен тщательный монтаж с использованием подходящей уплотнительной массы. При этом на участке нанесения порошковых покрытий следует избегать использования силиконсодержащих герметиков, поскольку их остатки приводят к образованию дефектов (кратеров).
При этом на участке нанесения порошковых покрытий следует избегать использования силиконсодержащих герметиков, поскольку их остатки приводят к образованию дефектов (кратеров).
Конструкция сушилок всегда должна быть такой, чтобы образовывалось как можно меньше «тепловых мостиков» между их наружной и внутренней обшивкой. Начиная с определенной длины и температурных диапазонов, должны быть предусмотрены специальные стыки, учитывающие расширение материала и достаточные для компенсации колебаний длины внутренней и наружной обшивок корпуса. Кроме того, необходимо обеспечить полную герметичность всех воздуховодов и воздушных каналов. Вентиляторы должны быть соединены с корпусом так, чтобы не передавалось никаких колебаний, мешающих работе.
Камерные сушилки представляют собой самые простые конструкции печей полимеризации и загружаются в периодическом режиме. Эти сушилки используют при малой пропускной способности и/или при существенно изменяющихся условиях горячей сушки, например когда с для окрашиваемых изделий различной толщины необходимо разное время сушки или когда при использовании различных порошковых ЛКМ применяют разную температуру сушки.
Большим недостатком этих печей является загрузка изделий отдельными партиями. Когда двери сушилки открываются для загрузки или выгрузки, температура в печи заметно падает и для достижения требуемой температуры приходится ждать определенное время. Однако для оптимальной полимеризации и хорошей растекаемости ЛКМ по поверхности необходимая температура изделия должна быть достигнута за возможно более короткое время.
Сушилки непрерывного действия при серийном производстве загружаются в поточном режиме — непрерывно или периодически, в большинстве случаев с применением транспортных установок. У этого типа сушилок входное и выходное отверстия располагаются на противоположных сторонах. Возможна реверсивная компоновка, при которой система транспортирования сконструирована таким образом, что изделия один или несколько раз меняют направление своего движения.
Сушилки непрерывного действия и реверсивные сушилки оборудуют в настоящее время так называемыми A-шлюзами, представляющими собой зоны, предназначенные для предотвращения потерь тепла у входного и выходного отверстий сушилки с помощью поднимающихся или опускающихся по наклонной участков транспортной системы внутри сушилки. При этом вход и выход располагаются на одном уровне, ниже дна сушилки. Если установка работает в периодическом режиме, сушилка для предотвращения потерь тепла может быть оборудована раздвижными или подъемными дверями. Такая конструкция используется преимущественно при больших размерах окрашиваемых изделий и меньшей пропускной способности. В этом случае площадь на которой располагается печь возрастает на величину, занимаемую участком подъема конвейерной системы, который тем короче, чем круче может подниматься конвейер с учетом способа подвески окрашиваемых изделий. Достаточное расстояние между двумя обрабатываемыми изделиями составляет 100 мм, минимальное — 80 мм.
При этом вход и выход располагаются на одном уровне, ниже дна сушилки. Если установка работает в периодическом режиме, сушилка для предотвращения потерь тепла может быть оборудована раздвижными или подъемными дверями. Такая конструкция используется преимущественно при больших размерах окрашиваемых изделий и меньшей пропускной способности. В этом случае площадь на которой располагается печь возрастает на величину, занимаемую участком подъема конвейерной системы, который тем короче, чем круче может подниматься конвейер с учетом способа подвески окрашиваемых изделий. Достаточное расстояние между двумя обрабатываемыми изделиями составляет 100 мм, минимальное — 80 мм.
При недостатке производственных площадей зачастую не удается реализовать конструкцию, включающую А-шлюз с полностью соответствующим ему участком конвейерной системы. Компромисс в этом случае достигается за счет того, что в торцевой стенке делают вырез для конвейера и подвески, и только более широкие окрашиваемые изделия поступают внутрь печи снизу. Потери на участке более узкого выреза можно снизить путем установки защитных элементов, изготовленных из эластичного материала.
Потери на участке более узкого выреза можно снизить путем установки защитных элементов, изготовленных из эластичного материала.
Корытные сушилки — аппараты, конструкция которых предуматривает загрузку вертикально сверху в периодическом режиме. Чрезмерные потери тепла предотвращаются с помощью откидных дверей. Корытные сушилки часто применяют в погружных установках с ваннами, оборудованными передвижными подъемно-транспортными системами. Они также используются при транспортировании крупногабаритных окрашиваемых изделий вдоль погружной установки с помощью загрузочных автоматов (передвижных подъемно-транспортных систем). Температура в печи сохраняется наложением сверху крышки с подвесками, на которые навешивается обрабатываемое изделие, а при отсутствии подвесок — с помощью откидной или передвижной крышек.
Комбинированная сушилка или сушилка блочного типа. Поскольку перед нанесением порошкового ЛКМ изделия, как правило, подвергаются предварительной химической обработке, в большинстве установок для нанесения наряду с печью полимеризации необходима также сушильная камера для удаления воды. Комбинирование этих агрегатов позволяет получить определенную экономию благодаря наличию совместной разделительной стенки для каждой печи и отсутствию потерь трансмиссии через наружную стенку. Кроме того, отходящий воздух печи полимеризации можно смешивать с воздухом сушильной камеры и оттуда выводить наружу как отработанный. Таким образом, отпадает необходимость в наличии трубы для удаления отходящего воздуха и возникает возможность рекуперации энергии в соответствии с перепадом температур между печью полимеризации и сушилкой для удаления воды.Печь полимеризации в случае применения такой сушилки блочного типа имеет в большинстве случаев U-образную конструкцию, так что длина корпуса чаще всего приблизительно одинакова с сушилкой блочного типа.
Комбинирование этих агрегатов позволяет получить определенную экономию благодаря наличию совместной разделительной стенки для каждой печи и отсутствию потерь трансмиссии через наружную стенку. Кроме того, отходящий воздух печи полимеризации можно смешивать с воздухом сушильной камеры и оттуда выводить наружу как отработанный. Таким образом, отпадает необходимость в наличии трубы для удаления отходящего воздуха и возникает возможность рекуперации энергии в соответствии с перепадом температур между печью полимеризации и сушилкой для удаления воды.Печь полимеризации в случае применения такой сушилки блочного типа имеет в большинстве случаев U-образную конструкцию, так что длина корпуса чаще всего приблизительно одинакова с сушилкой блочного типа.
Методы сушки
В зависимости от характера переноса тепла различают сушку за счет конвекции или различного рода облучения. Конвекционная или циркуляционная сушка осуществляется за счет движения потока нагретого воздуха на изделия, причем на их поверхности происходит интенсивный теплообмен. Нагретый воздух охлаждается, передавая тепловую энергию окрашиваемому изделию. При этом температура изделия повышается и нагревается лакокрасочные покрытий.
Нагретый воздух охлаждается, передавая тепловую энергию окрашиваемому изделию. При этом температура изделия повышается и нагревается лакокрасочные покрытий.
Для нагревания воздуха в сушилках циркуляционного типа могут использоваться все известные источники энергии. На практике чаще всего применяют дизельное топливо, природный газ, электроэнергию, масла, горячую воду и пар. Источник энергии выбирают, исходя из экономических или специфических для конкретного предприятия соображений, а также с учетом из температуры, необходимой для сушки.
Различают прямой или косвенный обогрев. В сушилках с косвенным обогревом перенос энергии в циркулирующий воздух осуществляется с помощью теплообменников. В аппаратах с прямым обогревом сушильная среда нагревается путем введения нагретых газов, образующихся в результате сгорания природного газа или котельного топлива.
Прямой обогрев более выгоден с точки зрения экономии энергии, но может быть использован только в тех случаях, когда чистота топочных газов исключает возможность загрязнения окрашиваемой поверхности, так как в противном случае может произойти пожелтение покрытия или внесение частичек сажи, образующихся в результате неполного сгорания. При особенно высоких требованиях к качеству получаемых покрытия можно производить фильтрацию как циркуляционного, так и свежего воздуха сушилки, чтобы надежно защитить еще не отвержденное покрытие от попадания загрязнений. Для циркуляции горячего воздуха используются вентиляторы, обычно радиального типа. Конвекционные сушилки работают, как правило, со скоростью циркуляции воздуха 1—2 м/с. В ряде случаев, несмотря на высокий расход энергии, имеет смысл значительно увеличить мощность вентиляторов, обеспечивающих циркуляцию воздуха. На практике обычно выбирается скорость до 25 м/с.
При особенно высоких требованиях к качеству получаемых покрытия можно производить фильтрацию как циркуляционного, так и свежего воздуха сушилки, чтобы надежно защитить еще не отвержденное покрытие от попадания загрязнений. Для циркуляции горячего воздуха используются вентиляторы, обычно радиального типа. Конвекционные сушилки работают, как правило, со скоростью циркуляции воздуха 1—2 м/с. В ряде случаев, несмотря на высокий расход энергии, имеет смысл значительно увеличить мощность вентиляторов, обеспечивающих циркуляцию воздуха. На практике обычно выбирается скорость до 25 м/с.
Важнейшее преимущество циркуляционной сушилки заключается в возможности ее универсального использования в широком диапазоне производственных программ. Это и объясняет их большую распространенность. Различные по геометрическим параметрам части, обладающие одинаковым отношением массы к поверхности, достигают одинаковой скорости нагревания. Поэтому изделия различной величины и формы, но одинаковой толщины могут подвергаться сушке при одном температурном режиме, т. е. одновременно. Выравнивание температуры происходит даже при обработке партий крупных изделий самой различной формы. Кроме того, благодаря одинаковому температурному режиму снижается до минимума опасность «пережигания» покрытия , т.е. его повреждения в результате перегрева на некоторых изделиях. В связи с малым различием между температурой окружающей среды и обрабатываемого изделия даже нарушения работы с остановкой конвейера не приводят, как правило, к производственному браку. Однако необходимо обращать внимание на соответствие температуры и времени выдержки указаниям изготовителей, так как превышение этих параметров может привести к изменению цвета. При нарушении работы и временной остановке производства необходимо принять соответствующие меры для снижения температуры печи и/или извлечения из нее окрашиваемых изделий.
е. одновременно. Выравнивание температуры происходит даже при обработке партий крупных изделий самой различной формы. Кроме того, благодаря одинаковому температурному режиму снижается до минимума опасность «пережигания» покрытия , т.е. его повреждения в результате перегрева на некоторых изделиях. В связи с малым различием между температурой окружающей среды и обрабатываемого изделия даже нарушения работы с остановкой конвейера не приводят, как правило, к производственному браку. Однако необходимо обращать внимание на соответствие температуры и времени выдержки указаниям изготовителей, так как превышение этих параметров может привести к изменению цвета. При нарушении работы и временной остановке производства необходимо принять соответствующие меры для снижения температуры печи и/или извлечения из нее окрашиваемых изделий.
Сушка инфракрасным облучением использует еще один способ передачи энергии для отвержения ЛКМ. Интенсивность ИК-излучения зависит от диапазона длины волн и температуры излучателя.![]() Различают длинно-, средне-, коротко- и ультракоротковолновое излучение. Зависимость между длиной волны и температурой ИК-излучения приведена в таблице.
Различают длинно-, средне-, коротко- и ультракоротковолновое излучение. Зависимость между длиной волны и температурой ИК-излучения приведена в таблице.
Иногда вместо длины волны оценивается температура терморадиационной стенки. В этом случае различают темные и светлые излучатели. Так называемые «темные излучатели» приблизительно соответствуют нижнему диапазону длинных волн. Эти излучатели представляют собой каналы из черной жести, в которых циркулируют дымовые газы при температуре 300 — 400°C, и используются, как правило, в тех случаях, когда в распоряжении имеется отходящее тепло соответствующей температуры, например в сушилках для кузовов автомобилей с термической очисткой отходящего воздуха. Из-за большой массы эти излучатели очень инерционны при регулировании. Кроме того, из-за большой поверхности теплообменников потери тепла за счет конвекции весьма велики, что приводит к значительному нагреванию воздуха.
В средне-, коротко- и ультракоротковолновом диапазонах обычно применяют электрические излучатели. Они обеспечивают более точное регулирование температуры поверхности окрашиваемых изделий.
Они обеспечивают более точное регулирование температуры поверхности окрашиваемых изделий.
ИК-лучи в зависимости от свойств облучаемой поверхности могут поглощаться или отражаться. Светлые гладкие поверхности, как и при воздействии световых лучей, отражают большую часть облучения по сравнению с шероховатыми и темными поверхностями. Неотраженная часть облучения преобразуется в тепло, что приводит к повышению температуры изделий и нагреванию слоя ЛКМ также и изнутри. Преимущество сушки ИК-облучением заключается также и в возможности переноса большого количества энергии за очень короткий промежуток времени. Это позволяет быстрее подготовить сушилку к работе, быстрее нагреть окрашиваемые изделия, а также значительно сэкономить рабочие площади благодаря более короткому пути движения изделий в процессе сушки.
Эти преимущества могут быть использованы в полной мере при сушке изделий с ровными тонкими стенками. Изделия более сложной формы и различной толщины отличаются разной скоростью нагревания. Так как нагревание при более высокой температуре излучателя происходит быстрее, в определенных местах может очень быстро произойти перегрев Пк. Этого можно избежать при применении дорогостоящих технических решений, предусматривающих дополнительное регулирование или существенное увеличение циркуляции воздуха, что сводит на нет все преимущества терморадиационной сушки.Средневолновые ИК-электроизлучатели (IRM-излучатели) представляют собой наиболее распространенный тип. Они отличаются прочностью конструкции и длительным сроком службы. Их недостаток — относительно медленное нагревание: до достижения полной мощности требуется около 2 мин.Коротковолновые электрические ИК-излучатели при регулировании превосходят IRM-излу-чатели, но обладают гораздо более коротким сроком службы. Газовые ИК-излучатели сочетают преимущества терморадиационного нагрева с дешевым теплоносителем.
Так как нагревание при более высокой температуре излучателя происходит быстрее, в определенных местах может очень быстро произойти перегрев Пк. Этого можно избежать при применении дорогостоящих технических решений, предусматривающих дополнительное регулирование или существенное увеличение циркуляции воздуха, что сводит на нет все преимущества терморадиационной сушки.Средневолновые ИК-электроизлучатели (IRM-излучатели) представляют собой наиболее распространенный тип. Они отличаются прочностью конструкции и длительным сроком службы. Их недостаток — относительно медленное нагревание: до достижения полной мощности требуется около 2 мин.Коротковолновые электрические ИК-излучатели при регулировании превосходят IRM-излу-чатели, но обладают гораздо более коротким сроком службы. Газовые ИК-излучатели сочетают преимущества терморадиационного нагрева с дешевым теплоносителем.
Важным элементом при конвекционном нагревании являются воздуховоды, так как в печах терморадиационной сушки происходит обязательный нагрев воздуха. Чтобы избежать перегрева и добиться равномерного распределения тепла, в терморадиационных печах обеспечивается циркуляция находящегося внутри печи воздуха и отвод отходящего воздуха. При использовании ИК- и газовых излучателей можно во избежание перегрева дополнительно применять водяное охлаждение. Кроме того, у газовых излучателей необходимо обеспечивать отвод продуктов сгорания с помощью вентиляторов или в сочетании с находящейся вблизи сушилкой с циркуляцией воздуха.
Чтобы избежать перегрева и добиться равномерного распределения тепла, в терморадиационных печах обеспечивается циркуляция находящегося внутри печи воздуха и отвод отходящего воздуха. При использовании ИК- и газовых излучателей можно во избежание перегрева дополнительно применять водяное охлаждение. Кроме того, у газовых излучателей необходимо обеспечивать отвод продуктов сгорания с помощью вентиляторов или в сочетании с находящейся вблизи сушилкой с циркуляцией воздуха.
Специальные методы отверждения. При других ускоренных методах отвержения, например УФ- или электронной терморадиационной сушке, излучение служит не для нагревания, а в качестве катализатора полимеризации пленкообразователя. Высокочастотная сушка (нагревание изделий с использованием индуктивного или емкостного сопротивления в высокочастотном поле) также является специальным методом отвержения, при котором для нанесения покрытия на металлы может быть использована только индуктивная сушка. Она в ряде случаев применяется для нанесения покрытий на трубы, проволоку и упаковочную ленту.
Индуктивное нагревание предполагает нахождение изделия в магнитном поле и его нагревание с помощью возникающих внутри вихревых токов. В результате этого тепло вырабатывается непосредственно внутри изделия. Тем самым сушка покрытия происходит всегда по направлению изнутри наружу, а не снаружи внутрь, как при других методах.
Индуктивный нагрев пригоден для всех методов сушки, в том числе для ЛКМ, содержащих растворители. Индуктивная сушка существенно улучшает адгезию покрытия. Кроме того, по данным одного из изготовителей, возможно относительно быстрое нагревание: в некоторых случаях в течение секунд. Можно сушить также изделия больших размеров, так как преобразование энергии происходит в зависимости от выбора частоты только на поверхности, т.е. именно там, где необходимо нагревание.Используемая для нагревания индукционная катушка в большинстве случаев представляет собой выбранный в соответствии с обрабатываемым изделием кольцевой или линейный индуктор. Благодаря соответствующей конструкции индукционных катушек возникает также возможность нагревать только отдельные зоны обрабатываемого изделия.
Условием применения индукционной сушки является определенная геометрия изделий, способствующая равномерному распределению поступающего тока, чем обеспечивается одинаковая температура. Идеальными для этого вида сушки являются трубы, штанги или болты. В автомобильной промышленности этот метод используется также для сушки при окраске приводных валов, тормозных дисков, педалей сцепления или подшипников колес.Индуктивный нагрев можно комбинировать с традиционными методами сушки. Например, можно производить предварительный нагрев индуктивным методом, а дальнейшее отвержение — с помощью конвекции или облучения. Таким образом, можно очень быстро достичь температуры, лишь немного не достигающих максимального уровня, в результате чего весь процесс сушки значительно сокращается.
Микроволновая сушка — совершенно новый метод, обеспечивающий нагревание покрытия изнутри наружу. Высокочастотные электромагнитные волны проникают через лакокрасочную пленку и нагревают подложку. Таким образом, в этом случае предотвращается первоначальное отверждение пленки на поверхности, как это имеет место при конвекционной сушке. Длина волн, используемых при микроволновой сушке, составляет от1 мм до 15 см. Они создаются в трубе с магнитным полем (магнетроне) с частотным диапазоном 2,45 ГГц. В связи с тем, что микроволновая сушка обеспечивает интенсивное воздействие и дает очень быстрый результат, можно создавать более короткие по сравнению с традиционным процессом установки и за счет этого снижать общие затраты на сушку. Нужно также учитывать, что такие установки те требуют получения специального разрешения на использование. Термореакционная сушка подразумевает применение термореакторов. Этот метод пригоден как для порошковых, так и для жидких ЛКМ. Термореакторы представляют собой каталитические ИК-излучатели, создающие тепловое излучение с длинами волн ИК-диапазона. Поскольку спектр излучения находится в области 2—8 мкм, можно очень гибко регулировать мощность. С помощью этих систем также можно добиваться существенного снижения времени сушки и тем самым времени обработки изделий в сушильных установках.
Таким образом, в этом случае предотвращается первоначальное отверждение пленки на поверхности, как это имеет место при конвекционной сушке. Длина волн, используемых при микроволновой сушке, составляет от1 мм до 15 см. Они создаются в трубе с магнитным полем (магнетроне) с частотным диапазоном 2,45 ГГц. В связи с тем, что микроволновая сушка обеспечивает интенсивное воздействие и дает очень быстрый результат, можно создавать более короткие по сравнению с традиционным процессом установки и за счет этого снижать общие затраты на сушку. Нужно также учитывать, что такие установки те требуют получения специального разрешения на использование. Термореакционная сушка подразумевает применение термореакторов. Этот метод пригоден как для порошковых, так и для жидких ЛКМ. Термореакторы представляют собой каталитические ИК-излучатели, создающие тепловое излучение с длинами волн ИК-диапазона. Поскольку спектр излучения находится в области 2—8 мкм, можно очень гибко регулировать мощность. С помощью этих систем также можно добиваться существенного снижения времени сушки и тем самым времени обработки изделий в сушильных установках. По имеющимся данным, экономия энергии может составлять до 50%.
По имеющимся данным, экономия энергии может составлять до 50%.
Понимание порошкового покрытия – процесс, компоненты и соображения по выбору
Оператор наносит порошковое покрытие на металлическую деталь.Изображение предоставлено: al7/Shutterstock.com
Порошковое покрытие — это процесс отделки, при котором сухой, сыпучий, термопластичный или термореактивный порошковый материал наносится на поверхность, расплавляется и затвердевает, образуя ровное покрытие. Этот процесс отделки подходит для различных материалов, включая металлы, пластмассы, стекло и древесноволокнистые плиты средней плотности (МДФ), и может обеспечить как функциональное, так и декоративное поверхностное покрытие в широком диапазоне цветов, отделки и текстур, которые не легко достижимы традиционные методы нанесения жидкого покрытия.
Существует два основных метода нанесения порошкового покрытия — электростатическое распыление (ESD) и нанесение в псевдоожиженном слое. Любой процесс позволяет получить ровное твердое покрытие, которое, как правило, более долговечно, экономично и безвредно для окружающей среды, чем сопоставимое жидкое покрытие. Однако, несмотря на то, что порошковые покрытия демонстрируют некоторые преимущества по сравнению с жидкими покрытиями, особенно при нанесении толстых покрытий или покрытий с интенсивным движением, они не подходят для всех производственных применений, таких как тонкопленочные покрытия или покрытия для крупных деталей. Требования и спецификации, предъявляемые к конкретному порошковому покрытию, например, среда нанесения, материалы подложки, размер, стоимость, время выполнения работ и т. д., помогают определить тип процесса нанесения покрытия, наиболее подходящий для использования.
Любой процесс позволяет получить ровное твердое покрытие, которое, как правило, более долговечно, экономично и безвредно для окружающей среды, чем сопоставимое жидкое покрытие. Однако, несмотря на то, что порошковые покрытия демонстрируют некоторые преимущества по сравнению с жидкими покрытиями, особенно при нанесении толстых покрытий или покрытий с интенсивным движением, они не подходят для всех производственных применений, таких как тонкопленочные покрытия или покрытия для крупных деталей. Требования и спецификации, предъявляемые к конкретному порошковому покрытию, например, среда нанесения, материалы подложки, размер, стоимость, время выполнения работ и т. д., помогают определить тип процесса нанесения покрытия, наиболее подходящий для использования.
Несмотря на то, что у каждого процесса нанесения покрытия есть свои преимущества и недостатки, в этой статье основное внимание уделяется порошковому покрытию с изложением основ, необходимых компонентов и механики технологии порошкового покрытия. Кроме того, в статье рассматриваются преимущества и ограничения процесса, а также приводятся некоторые соображения, которые производители должны учитывать при выборе поставщика услуг по нанесению покрытий.
Кроме того, в статье рассматриваются преимущества и ограничения процесса, а также приводятся некоторые соображения, которые производители должны учитывать при выборе поставщика услуг по нанесению покрытий.
Процесс порошковой окраски
Порошковое покрытие представляет собой многоэтапный процесс отделки поверхности, подходящий для металлических и неметаллических подложек. Метод включает этап подготовки, нанесения и отверждения и, как минимум, использует распылитель, покрасочную камеру и печь для отверждения.
Обзор процесса и оборудования для порошкового покрытия
В отличие от процесса жидкого покрытия, в котором используется суспензия жидкого покрытия, порошковое покрытие представляет собой процесс сухой отделки, в котором используется порошковый материал покрытия. В ходе процесса порошок наносится на предварительно обработанную поверхность подложки, расплавляется, затем высушивается и затвердевает в защитно-декоративное покрытие. Выделяют три этапа: подготовка поверхности, нанесение покрытия и термическое отверждение.
Выделяют три этапа: подготовка поверхности, нанесение покрытия и термическое отверждение.
Этап подготовки
Перед нанесением любого материала порошкового покрытия поверхность подложки необходимо очистить и обработать, чтобы на детали не было пыли, грязи и мусора. Если поверхность недостаточно подготовлена, любые оставшиеся остатки и отложения могут повлиять на адгезию порошка и качество окончательной отделки. Полная подготовительная обработка в основном зависит от материала, на который наносится покрытие. Тем не менее, некоторые из шагов, которые обычно используются на этом этапе, включают очистку, промывку, травление, струйную очистку и сушку, а наиболее широко используемое оборудование включает станции промывки, пескоструйные камеры и сушильные шкафы.
Масло, жир, растворитель и остатки можно удалить с поверхности детали слабой щелочью и нейтральными моющими средствами в погружных баках или на промывочных станциях. Моечные станции способны распылять на детали горячую воду, пар, моющие средства и другие растворы для предварительной обработки для очистки, химической подготовки и ополаскивания поверхности перед нанесением покрытия.
Если дизайн компонента требует, чтобы определенные участки оставались непокрытыми, маскирующие продукты (например, маскирующие точки) наносятся на подложку перед этапом нанесения. Эти вышеупомянутые продукты доступны во множестве стандартных и нестандартных форм и форм. Однако, как правило, они изготовлены из бумаги или пластиковой пленки, покрытых чувствительным к давлению клеем, что позволяет им прилипать к подложке и защищать покрытую область от контакта с порошковым материалом во время операций порошкового покрытия.
Этап подачи заявки
Как обсуждалось в следующем разделе, существует два типа материалов для порошкового покрытия, которые можно наносить. Тип материала покрытия, используемого при нанесении покрытия, частично определяет метод нанесения. Существует два основных метода, используемых производителями и поставщиками отделочных услуг: электростатическое осаждение (ESD) и порошковое покрытие в псевдоожиженном слое.
Электростатическое осаждение (ESD): Для большинства металлических деталей материал покрытия наносится методом электростатического распыления.
В этом методе нанесения используется камера распыления порошка, устройство подачи порошка, электростатический пистолет-распылитель и, в зависимости от типа используемого пистолета, блок питания.Покрасочная камера служит рабочей зоной для нанесения порошкового материала на деталь, а также может выступать в качестве воздушного фильтра и системы сбора и сбора избыточного распыления порошка. Пульсированный порошковый материал распределяется из устройства подачи в пистолет для нанесения порошкового покрытия, который используется как для придания порошку электрического заряда, так и для нанесения его на подложку. Обычно используются три типа электростатических пушек — Corona, Tribo и Bell. Затем электрически заряженные частицы могут прилипать к электрически заземленной поверхности детали и оставаться прилипшими до тех пор, пока они сохраняют часть своего заряда. Любой избыточный материал может быть собран системами сбора и извлечения и повторно использован в будущих покрытиях.
Порошковое покрытие в псевдоожиженном слое: в отличие от ESD, где материалы жидких красок распыляются электростатическим способом и прилипают к поверхности, при порошковом покрытии в псевдоожиженном слое предварительно нагретые детали погружаются в порошковый материал в псевдоожиженном слое. Существует также альтернативный вариант, называемый порошковым покрытием в электростатическом псевдоожиженном слое, который создает облако электрически заряженных частиц порошка над псевдоожиженным слоем, через который проходит деталь для нанесения покрытия.
 В этом методе нанесения используется камера распыления порошка, устройство подачи порошка, электростатический пистолет-распылитель и, в зависимости от типа используемого пистолета, блок питания.
В этом методе нанесения используется камера распыления порошка, устройство подачи порошка, электростатический пистолет-распылитель и, в зависимости от типа используемого пистолета, блок питания.
Стадия отверждения
Особенности и характеристики этапа отверждения процесса порошкового покрытия в основном определяются методом нанесения сухого порошка, а также типом используемого материала порошкового покрытия.
Отверждение деталей, покрытых электростатическим разрядом: Детали, на которые нанесено порошковое покрытие с помощью электростатического разряда, должны быть отверждены в печи для отверждения порошков.
Хотя график отверждения детали в основном зависит от ее размера, формы и толщины, обычно печь для отверждения, работающая при температуре от 325 до 450 градусов по Фаренгейту, приводит к времени отверждения в диапазоне от десяти минут до более часа. Соответственно, более мелкие детали с порошковым покрытием требуют меньшего времени отверждения и меньших объемов нагретого воздуха для полного отверждения, а более крупные детали требуют больше времени. Когда деталь с антистатическим покрытием достигает оптимальной температуры отверждения в печи, частицы порошка плавятся и стекают вместе, образуя непрерывную пленку на поверхности детали.Отверждение деталей с покрытием в псевдоожиженном слое: Детали, на которые нанесено покрытие в псевдоожиженном слое, перед этапом нанесения покрытия нагревают в печах, аналогичных тем, которые используются для отверждения деталей с покрытием ESD. Когда предварительно нагретая деталь погружается в материал покрытия, частицы порошка плавятся и стекаются при контакте с нагретой поверхностью детали.
Детали, на которые нанесено порошковое покрытие в электростатическом псевдоожиженном слое, можно либо предварительно нагреть перед прохождением через облако порошкового покрытия — в этом случае сформированное порошковое покрытие будет таким же, как и при обычном методе псевдоожиженного слоя, — либо деталь можно нагреть и отвердить. в печи для отверждения после нанесения покрытия, как при методе покрытия электростатическим разрядом.
 Хотя график отверждения детали в основном зависит от ее размера, формы и толщины, обычно печь для отверждения, работающая при температуре от 325 до 450 градусов по Фаренгейту, приводит к времени отверждения в диапазоне от десяти минут до более часа. Соответственно, более мелкие детали с порошковым покрытием требуют меньшего времени отверждения и меньших объемов нагретого воздуха для полного отверждения, а более крупные детали требуют больше времени. Когда деталь с антистатическим покрытием достигает оптимальной температуры отверждения в печи, частицы порошка плавятся и стекают вместе, образуя непрерывную пленку на поверхности детали.
Хотя график отверждения детали в основном зависит от ее размера, формы и толщины, обычно печь для отверждения, работающая при температуре от 325 до 450 градусов по Фаренгейту, приводит к времени отверждения в диапазоне от десяти минут до более часа. Соответственно, более мелкие детали с порошковым покрытием требуют меньшего времени отверждения и меньших объемов нагретого воздуха для полного отверждения, а более крупные детали требуют больше времени. Когда деталь с антистатическим покрытием достигает оптимальной температуры отверждения в печи, частицы порошка плавятся и стекают вместе, образуя непрерывную пленку на поверхности детали. Детали, на которые нанесено порошковое покрытие в электростатическом псевдоожиженном слое, можно либо предварительно нагреть перед прохождением через облако порошкового покрытия — в этом случае сформированное порошковое покрытие будет таким же, как и при обычном методе псевдоожиженного слоя, — либо деталь можно нагреть и отвердить. в печи для отверждения после нанесения покрытия, как при методе покрытия электростатическим разрядом.
Детали, на которые нанесено порошковое покрытие в электростатическом псевдоожиженном слое, можно либо предварительно нагреть перед прохождением через облако порошкового покрытия — в этом случае сформированное порошковое покрытие будет таким же, как и при обычном методе псевдоожиженного слоя, — либо деталь можно нагреть и отвердить. в печи для отверждения после нанесения покрытия, как при методе покрытия электростатическим разрядом.Когда деталь с порошковым покрытием достаточно остынет, чтобы с ней можно было обращаться, ее можно, при необходимости, собрать, упаковать и отправить.
Автоматизированная система порошковой окраски, управляемая рабочим.Изображение предоставлено: Alba_alioth/Shutterstock.com
Материалы для порошкового покрытия
Как указано в предыдущем разделе и в Таблице 1 ниже, в процессе порошкового покрытия используются два основных типа материалов покрытия — термореактивные и термопласты. Каждый тип может применяться аналогичным образом, но по-разному проходит стадию отверждения, а также демонстрирует различные физические и механические характеристики.
Каждый тип может применяться аналогичным образом, но по-разному проходит стадию отверждения, а также демонстрирует различные физические и механические характеристики.
Реактопласты | Термопласты |
Способен выдерживать высокие температуры | Может размягчаться/плавиться при воздействии высоких температур |
Нельзя переплавлять, реформировать и перерабатывать | Может быть переплавлен, преобразован и переработан |
Повышенная стойкость к царапинам и повреждениям | Повышенная ударопрочность |
Склонен к хрупкости и перетверждению (особенно в толстых покрытиях) | Более гибкий в толстых покрытиях |
Требуется цикл отверждения для затвердевания | Не требует цикла отверждения для отверждения |
Вступает в необратимую химическую реакцию | Химически не меняет |
Применяется только методом электростатического разряда (обычно) | Применяется как методом электростатического разряда, так и в псевдоожиженном слое |
Термореактивные порошки
При первом нанесении на подложку термореактивное порошковое покрытие имеет короткие молекулы полимера. Однако в процессе отверждения порошок подвергается необратимой химической реакции сшивания, которая связывает вместе длинные цепочки молекул полимера. Эта реакция изменяет физические свойства и химический состав материала и позволяет ему затвердевать в тонкое, ровное, твердое покрытие, если соблюдается надлежащий график отверждения.
Однако в процессе отверждения порошок подвергается необратимой химической реакции сшивания, которая связывает вместе длинные цепочки молекул полимера. Эта реакция изменяет физические свойства и химический состав материала и позволяет ему затвердевать в тонкое, ровное, твердое покрытие, если соблюдается надлежащий график отверждения.
Термопластичные порошки не требуют цикла отверждения. Вместо этого термопластическому материалу требуется только время и температура, необходимые для плавления, вытекания и создания пленкообразного покрытия. В отличие от термореактивного материала, который подвергается химической реакции на стадии отверждения, термопластичные материалы не меняют своих физических или химических свойств при воздействии тепла. Следовательно, их можно переплавлять, реформировать и перерабатывать для будущих покрытий.
Термопластичные покрытия
При выборе между термореактивными и термопластичными покрытиями необходимо учитывать некоторые факторы: метод нанесения и предполагаемое применение покрытия. Как правило, термореактивные порошки наносятся только методом электростатического разряда. Это ограничение существует из-за того, что погружение предварительно нагретых деталей в термореактивный порошок может привести к образованию поперечных связей излишков порошка из-за накопления и остаточного тепла в псевдоожиженном слое. Поскольку реакция сшивки вызывает необратимые изменения в порошковом материале, такие явления могут привести к чрезмерному отходу порошка покрытия. Процесс отверждения позволяет термореактивным материалам получать более прочные покрытия, чем термопласты, что позволяет им выдерживать более высокие температуры и демонстрировать большую устойчивость к царапинам и истиранию. Однако более твердое покрытие также может ограничивать ударопрочность термореактивных покрытий, а чрезмерное отверждение может привести к тому, что покрытие станет хрупким, особенно в случае более толстых покрытий. Термопластичный порошок можно наносить как методом электростатического разряда, так и методом покрытия в псевдоожиженном слое, и, как правило, он может давать более толстые, более гибкие и ударопрочные покрытия, чем термореактивный порошок.
Как правило, термореактивные порошки наносятся только методом электростатического разряда. Это ограничение существует из-за того, что погружение предварительно нагретых деталей в термореактивный порошок может привести к образованию поперечных связей излишков порошка из-за накопления и остаточного тепла в псевдоожиженном слое. Поскольку реакция сшивки вызывает необратимые изменения в порошковом материале, такие явления могут привести к чрезмерному отходу порошка покрытия. Процесс отверждения позволяет термореактивным материалам получать более прочные покрытия, чем термопласты, что позволяет им выдерживать более высокие температуры и демонстрировать большую устойчивость к царапинам и истиранию. Однако более твердое покрытие также может ограничивать ударопрочность термореактивных покрытий, а чрезмерное отверждение может привести к тому, что покрытие станет хрупким, особенно в случае более толстых покрытий. Термопластичный порошок можно наносить как методом электростатического разряда, так и методом покрытия в псевдоожиженном слое, и, как правило, он может давать более толстые, более гибкие и ударопрочные покрытия, чем термореактивный порошок. Хотя способность к повторному расплавлению дает некоторое преимущество в отношении стоимости материала, она также делает термопластичные порошковые покрытия менее подходящими для применения при высоких и интенсивных температурах, поскольку материал покрытия может размягчиться или расплавиться.
Хотя способность к повторному расплавлению дает некоторое преимущество в отношении стоимости материала, она также делает термопластичные порошковые покрытия менее подходящими для применения при высоких и интенсивных температурах, поскольку материал покрытия может размягчиться или расплавиться.
Рекомендации по материалу подложки
Порошковые покрытия в основном наносятся на металлические поверхности, такие как сталь, нержавеющая сталь и алюминий. Однако их также можно наносить на неметаллические подложки, такие как стекло, дерево или древесноволокнистые плиты средней плотности. Диапазон подходящих материалов для процесса порошкового покрытия ограничен материалами, которые могут выдерживать температуры, необходимые для плавления и отверждения порошка покрытия без плавления, деформации или возгорания.
Выбранный материал также помогает определить используемый метод покрытия. Поскольку металлы могут быть электрически заземлены, материал покрытия обычно наносится на металлические подложки методом электростатического распыления, но его также можно наносить методом псевдоожиженного слоя. С другой стороны, поскольку неметаллы не могут быть достаточно заземлены, они требуют, чтобы порошковые покрытия наносились методом порошкового покрытия в псевдоожиженном слое.
С другой стороны, поскольку неметаллы не могут быть достаточно заземлены, они требуют, чтобы порошковые покрытия наносились методом порошкового покрытия в псевдоожиженном слое.
Порошковое покрытие и возможности
Примеры цветных порошковых покрытий на рессорных деталях.Изображение предоставлено: SUWIT NGAOKAEW/Shutterstock.com
Порошковые покрытия могут быть нанесены в широком диапазоне цветов, отделок, текстур и толщин, которые не легко достижимы с помощью обычных методов жидкого покрытия. Порошковое покрытие, которое может быть изготовлено практически любого цвета, может использоваться как для защитных, так и для декоративных целей. Окончательный результат варьируется от матового до глянцевого и от прозрачного до металлического. Различные текстуры также доступны для декоративных целей или скрытия дефектов поверхности.
Этот процесс позволяет получить более широкий диапазон толщины покрытия. По сравнению с процессом жидкого покрытия, порошковое покрытие позволяет быстрее получать более толстые и ровные покрытия, особенно при использовании метода покрытия в псевдоожиженном слое. Используя метод электростатического разряда, также можно получить тонкие ровные покрытия, хотя и не такие тонкие, как покрытия, полученные с помощью процесса жидкого покрытия.
По сравнению с процессом жидкого покрытия, порошковое покрытие позволяет быстрее получать более толстые и ровные покрытия, особенно при использовании метода покрытия в псевдоожиженном слое. Используя метод электростатического разряда, также можно получить тонкие ровные покрытия, хотя и не такие тонкие, как покрытия, полученные с помощью процесса жидкого покрытия.
Преимущества порошковых покрытий
Метод порошкового покрытия имеет ряд преимуществ по сравнению с традиционными методами жидкого покрытия, в том числе повышенную долговечность, возможности для более специализированной отделки, меньшее воздействие на окружающую среду, более быстрое время выполнения работ и более низкие затраты на материалы.
Помимо того, что порошковые покрытия доступны с широким спектром вариантов отделки, они, как правило, более долговечны и долговечны, чем жидкие краски. Они демонстрируют более высокую устойчивость к ударам, влаге, химическим веществам и износу, а также обеспечивают большую защиту от царапин, истирания, коррозии, выцветания и общего износа. Эти характеристики делают их подходящими для приложений с высокой нагрузкой и трафиком.
Эти характеристики делают их подходящими для приложений с высокой нагрузкой и трафиком.
Еще одним преимуществом порошковых покрытий является отсутствие выбросов растворителей и углекислого газа, опасных отходов, требующих утилизации, и, как правило, требований к грунтовке поверхности. Эти исключения ограничивают количество токсичных и канцерогенных веществ, выбрасываемых в окружающую среду на протяжении всего процесса, и способствуют признанию индустрии порошковых покрытий в качестве более экологически чистой альтернативы жидким покрытиям.
Этот процесс может иметь гораздо более низкие долгосрочные затраты по сравнению с процессом жидкого покрытия из-за его более быстрого оборота и большего использования материала покрытия. Поскольку этап отверждения порошкового покрытия позволяет собирать, упаковывать и отправлять детали сразу после того, как деталь остынет, детали тратят меньше времени на складские запасы, что позволяет производителям и поставщикам услуг по отделке иметь более быстрый оборот и меньше требований к складскому пространству. Этот процесс также позволяет собирать и перерабатывать избыточный материал, а не выбрасывать его в отходы, что снижает количество отходов, требующих утилизации, увеличивает коэффициент использования материала покрытия и снижает стоимость материалов с течением времени.
Этот процесс также позволяет собирать и перерабатывать избыточный материал, а не выбрасывать его в отходы, что снижает количество отходов, требующих утилизации, увеличивает коэффициент использования материала покрытия и снижает стоимость материалов с течением времени.
Ограничения порошковой окраски
Хотя процесс нанесения сухого порошкового покрытия имеет несколько важных преимуществ по сравнению с жидким покрытием, этот процесс также имеет ограничения. Ограничения порошкового покрытия включают в себя ограниченный диапазон подходящих материалов подложки, трудности с получением ровных тонких покрытий, более длительные сроки изготовления покрытий, меняющих цвет, более длительное время высыхания и отверждения крупных деталей и более высокие начальные затраты.
Как упоминалось ранее, материалы подложки должны выдерживать температурные требования стадии отверждения, чтобы быть пригодными для нанесения порошкового покрытия. Даже если материал выдерживает нагрев, получение ровного покрытия может оказаться проблематичным, особенно для тонких или многоцветных покрытий. Тонкие покрытия трудно производить, так как сложно контролировать количество порошкового материала, наносимого на подложку на этапе нанесения, при этом обеспечивая равномерное покрытие. Многоцветные порошковые покрытия трудно производить быстро, потому что любые излишки распыления должны быть тщательно собраны и удалены с области распыления между сменой цвета; в противном случае это может привести к перекрестному загрязнению переработанных или повторно используемых материалов.
Тонкие покрытия трудно производить, так как сложно контролировать количество порошкового материала, наносимого на подложку на этапе нанесения, при этом обеспечивая равномерное покрытие. Многоцветные порошковые покрытия трудно производить быстро, потому что любые излишки распыления должны быть тщательно собраны и удалены с области распыления между сменой цвета; в противном случае это может привести к перекрестному загрязнению переработанных или повторно используемых материалов.
Несмотря на то, что процесс нанесения порошкового покрытия со временем может обходиться дешевле, для конкретных применений покрытий может оказаться более рентабельным использование жидких покрытий. Например, в то время как детали с порошковым покрытием обычно изготавливаются быстрее, большие, толстые или тяжелые детали, как правило, требуют более высоких температур и более продолжительного времени отверждения и сушки; Эти удлиненные графики отверждения не только задержат производственный процесс, но и приведут к более высоким затратам энергии.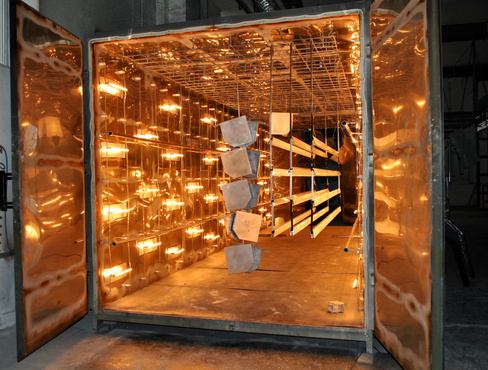 Для начинающих производителей и поставщиков отделочных услуг первоначальные инвестиции в оборудование для порошкового покрытия также, как правило, выше, чем в случае с жидким покрытием, поскольку для этого процесса требуется распылительный пистолет, специализированная покрасочная камера и печь для отверждения.
Для начинающих производителей и поставщиков отделочных услуг первоначальные инвестиции в оборудование для порошкового покрытия также, как правило, выше, чем в случае с жидким покрытием, поскольку для этого процесса требуется распылительный пистолет, специализированная покрасочная камера и печь для отверждения.
Изображение предоставлено Shutterstock.com/SUWIT NGAOKAEW
Выбор поставщика отделочных услуг
Порошковое покрытиеможет использоваться в самых разных областях производства. Конкретные производственные требования приложения помогают определить поставщика отделочных услуг, который лучше всего подходит для рассмотрения.
Для производителей, которые не могут выполнять операции порошкового покрытия собственными силами, их прототипы, короткие и длительные производственные работы могут выполняться мастерской или поставщиком отделочных услуг, который предлагает услуги порошкового покрытия. Магазины по трудоустройству существуют всех размеров (от одного человека до предприятий с сотнями обученных сотрудников) и предлагают широкий спектр возможностей и специальностей для нанесения покрытий. Для нанесения покрытий в больших объемах подрядчики по отделочным работам также могут оказаться жизнеспособным вариантом. Эти подрядчики могут проектировать и изготавливать индивидуальные системы для нанесения покрытия на определенные детали, что гарантирует равномерное покрытие деталей и соответствие требуемым спецификациям. Несмотря на высокую стоимость по первоначальным инвестициям, в течение нескольких лет последний вариант может демонстрировать гораздо более низкую стоимость в расчете на одну деталь.
Магазины по трудоустройству существуют всех размеров (от одного человека до предприятий с сотнями обученных сотрудников) и предлагают широкий спектр возможностей и специальностей для нанесения покрытий. Для нанесения покрытий в больших объемах подрядчики по отделочным работам также могут оказаться жизнеспособным вариантом. Эти подрядчики могут проектировать и изготавливать индивидуальные системы для нанесения покрытия на определенные детали, что гарантирует равномерное покрытие деталей и соответствие требуемым спецификациям. Несмотря на высокую стоимость по первоначальным инвестициям, в течение нескольких лет последний вариант может демонстрировать гораздо более низкую стоимость в расчете на одну деталь.
Некоторые производители могут предпочесть завершить отделочные операции собственными силами, и в этом случае им потребуется инвестировать в приобретение или покупку оборудования для порошкового покрытия. Первоначальные инвестиции в оборудование высоки, и рабочие должны быть обучены использованию и обслуживанию машин, но в долгосрочной перспективе, особенно если операции выполняются регулярно, это может оказаться более рентабельным вариантом. Поставщики отделочного оборудования могут предложить стандартное оборудование для порошковой окраски, а также услуги по проектированию и изготовлению индивидуальных систем порошковой окраски, а также обеспечить необходимое обучение сотрудников и услуги по техническому обслуживанию систем. Независимо от того, хочет ли производитель инвестировать в покупку стандартного оборудования или в создание индивидуальной системы, обученные консультанты по порошковым покрытиям могут дать некоторую информацию и помощь, поскольку они могут предоставить как бескорыстные знания, так и связи с поставщиками.
Поставщики отделочного оборудования могут предложить стандартное оборудование для порошковой окраски, а также услуги по проектированию и изготовлению индивидуальных систем порошковой окраски, а также обеспечить необходимое обучение сотрудников и услуги по техническому обслуживанию систем. Независимо от того, хочет ли производитель инвестировать в покупку стандартного оборудования или в создание индивидуальной системы, обученные консультанты по порошковым покрытиям могут дать некоторую информацию и помощь, поскольку они могут предоставить как бескорыстные знания, так и связи с поставщиками.
При выборе между выполнением операций порошковой окраски собственными силами или передачей операций мастерской или подрядчику, производителю важно понимать затраты и преимущества обоих вариантов, чтобы выбрать тот, который лучше всего подходит для их нанесения порошковой окраски.
Резюме
Выше изложены основы процесса и оборудования для резки порошковых материалов, а также некоторые соображения, которые могут быть приняты во внимание производителями при принятии решения о том, является ли порошковое покрытие наиболее оптимальным решением для их конкретного применения покрытия.
Для получения дополнительной информации о местных коммерческих и промышленных поставщиках посетите платформу Thomas Supplier Discovery, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- Институт порошковых покрытий
- https://www.rit.edu
- https://www.finishing.com/library/pennisi/powder.html
- https://www.pfonline.com/articles/understanding-fluidized-bed-powder-coating
- https://www.us-metalcrafters.com/not-so-heavy-metal-blog/how-does-powder-coating-wo
- https://plastechcoatings.com/industrial-coating-guide/
Другие изделия с порошковым покрытием
- Типы порошковых покрытий
Больше из Изготовление и изготовление на заказ
Что такое порошковое покрытие? — Институт порошкового покрытия
Порошковое покрытие — это процесс сухой отделки, который стал чрезвычайно популярным с момента его появления в Северной Америке. закончился в 1960-х годах. Представляя более 15% всего рынка промышленной отделки, порошок используется в самых разных областях.
продуктов. Все больше и больше компаний выбирают порошковые покрытия для получения высококачественной и долговечной отделки, что позволяет
максимальное производство, повышенная эффективность и упрощенное соблюдение экологических норм. Используется как функциональный
(защитная) и декоративная отделка, порошковые покрытия доступны в почти безграничном диапазоне цветов и
текстуры и технологические достижения привели к превосходным эксплуатационным свойствам.
закончился в 1960-х годах. Представляя более 15% всего рынка промышленной отделки, порошок используется в самых разных областях.
продуктов. Все больше и больше компаний выбирают порошковые покрытия для получения высококачественной и долговечной отделки, что позволяет
максимальное производство, повышенная эффективность и упрощенное соблюдение экологических норм. Используется как функциональный
(защитная) и декоративная отделка, порошковые покрытия доступны в почти безграничном диапазоне цветов и
текстуры и технологические достижения привели к превосходным эксплуатационным свойствам.
Как работает порошковое покрытие
Порошковые покрытия основаны на системах полимерных смол в сочетании с отвердителями, пигментами, выравнивающими агентами,
модификаторы и другие добавки. Эти ингредиенты смешивают в расплаве, охлаждают и измельчают в однородный порошок, аналогичный
к хлебопекарной муке. Процесс, называемый электростатическим напылением (ESD), обычно используется для достижения желаемого результата. порошковой покраски на металлическую основу. Этот метод нанесения использует пистолет-распылитель, который наносит
электростатический заряд на частицы порошка, которые затем притягиваются к заземленной части. После применения
При порошковом покрытии детали попадают в печь для отверждения, где при добавлении тепла покрытие химически реагирует с
образуют длинные молекулярные цепи, что приводит к высокой плотности поперечных связей. Эти молекулярные цепи очень устойчивы к
авария. Этот тип нанесения является наиболее распространенным методом нанесения порошков. Порошковые покрытия также могут быть
наносится на неметаллические подложки, такие как пластмассы и древесноволокнистые плиты средней плотности (МДФ).
порошковой покраски на металлическую основу. Этот метод нанесения использует пистолет-распылитель, который наносит
электростатический заряд на частицы порошка, которые затем притягиваются к заземленной части. После применения
При порошковом покрытии детали попадают в печь для отверждения, где при добавлении тепла покрытие химически реагирует с
образуют длинные молекулярные цепи, что приводит к высокой плотности поперечных связей. Эти молекулярные цепи очень устойчивы к
авария. Этот тип нанесения является наиболее распространенным методом нанесения порошков. Порошковые покрытия также могут быть
наносится на неметаллические подложки, такие как пластмассы и древесноволокнистые плиты средней плотности (МДФ).
Иногда при нанесении в псевдоожиженном слое наносится порошковое покрытие. Предварительно нагретые детали опускают в бункер
псевдоожижающий порошок и покрытие плавятся и вытекают на деталь. В зависимости от массы может потребоваться постотверждение
температура детали и тип используемого порошка.