
Покраска металлоконструкций
Металл — один из самых практичных материалов, применяемых в строительстве. Тем не менее, и он подвержен разрушениям, поэтому требует некой защиты от воздействия агрессивной окружающей среды.
Главным способом защиты является окраска, т.к. такое покрытие обеспечивает защиту стали от вредного воздействия окружающей среды: температурных перепадов, ультрафиолетового излучения, климатических условий. Лакокрасочное покрытие способно эффективно защитить эксплутационные сроки конструкций из металла.
Статистика показывает, что ежегодный процент ущерба от коррозии специалистами развитых стран оценивается в 2–4% ВВП, при этом, потери от вышедших из строя конструкций из металла, а также оборудования и изделий равен 10–20% годового производства стали. Именно поэтому этап антикоррозийной защиты является одним из важных этапов в изготовления металлоконструкций.
Это достаточно сложный процесс, который связан с некоторыми особенностями и свойствами материала, поэтому только профессиональное окрашивание позволяет гарантировать качество лакокрасочного покрытия.
Антикоррозионная защита осуществляется в несколько этапов.
Удаление масляных и жировых загрязнений
В качестве обезжиривающих веществ можно применять: органические растворители, водные моющие растворы и эмульсии растворителей в воде. Контролируется методом протирки, степень обезжиривания оценивается по ГОСТ 9.402.
Удаление прокатной окалины и продуктов коррозии
Абразивоструйная очистка — наиболее распространенный и эффективный метод подготовки металлической поверхности. Степень очистки поверхности оценивается по ГОСТ 9.402. или по ISO 8501-1. Шероховатость поверхности контролируется с помощью компараторов ISO 8503 или электронных профилометров. Технические возможности завода АО «ЧЗМК» позволяют проводить очистку металлоконструкций на самом высоком уровне, достигаемая степень очистки- Sa 3 по ISO 8501-1. Завод оснащен четырьмя дробеструйными и пятью дробеметными установками.
Подготовка лакокрасочных материалов для нанесения
Комплекс краскоприготовительных работ включает в себя перемешивание материала в транспортной таре и доведение материала до рабочей вязкости. Тип и количество должны строго соответствовать рекомендациям изготовителя ЛКМ.
Нанесение лакокрасочных материалов
Существует множество способов нанесения лакокрасочных материалов, однако для окрашивания металлоконструкций используется, как правило, безвоздушное распыление, при котором дробление лакокрасочного покрытия происходит без участия сжатого воздуха, за счет высокого гидравлического давления, оказываемого на него, и вытеснения с большой скоростью через эллиптическое отверстие специального сопла.
Для безвоздушного распыления краски применяют специальное окрасочное оборудование высокого давления, которое состоит из насоса, нагнетающего краску (до 200–500 атм), шлангов высокого давления, безвоздушного краскопульта и безвоздушного окрасочного сопла. На ЗАО «ЧЗМК» используется современное высокомощное окрасочное оборудование фирмы WIWA.
АО ЧЗМК работает с известными на международном рынке производителями антикоррозионных лакокрасочных материалов Jotun и Hempel. Взаимное сотрудничество наших компаний позволяет достичь максимальный установленый срок службы покрытий. Специалисты АО «ЧЗМК» могут осуществить как нанесение грунтовочного слоя для дальнейшего перекрытия эмалями на монтажной площадке, так и полную систему лакокрасочного покрытия. Предприятие оборудовано шестью сушильными камерами, что позволяет нам наносить сложные лакокрасочные системы, где требуется температурный режим сушки.
На каждом этапе работ на нашем предприятии осуществляется внутренний контроль качества. Для контроля качества антикоррозионных работ на заводе есть современные приборы: толщиномеры покрытий, профилометры, адгезиметры, приборы климатического контроля.
Технологическая оснащеннность завода и комплекс мероприятий, направленный на выполнение антикоррозионной защиты металлоконструкций позволяет специалистам АО ЧЗМК добиться превосходных результатов и быть первыми среди множества.
Оформить заказ металлоконструкций в Челябинске, Златоусте, Копейске, Троицке вы можете на сайте компании. Узнать условия сотрудничества, рассчитать стоимость заказа вы можете, позвонив по телефону: +7 (351) 253-28-21.
Листовой прокат ГОСТы
ГОСТ 19903-74. Прокат листовой горячекатанный. Сортамент
Настоящий стандарт распространяется на листовой горячекатаный прокат шириной 500 мм и более, изготавливаемый в листах толщиной от 0,4 до 160 мм и рулонах толщиной от 1,2 до 12 мм. Скачать ГОСТ 19903-74
ГОСТ 19904-90. Прокат листовой холоднокатаный. Сортамент
Настоящий стандарт распространяется на листовой холоднокатаный прокат шириной 500 мм и более, изготавливаемый в листах толщиной от 0,35 до 5,0 мм, рулонах толщиной от 0,35 до 3,50 мм Скачать ГОСТ 19904-90
ГОСТ 14637-89. Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия.
Настоящий стандарт распространяется на толстолистовой горячекатаный прокат из углеродистой стали обыкновенного качества, изготавливаемый шириной 500 мм и более и толщиной от 4 до 160 мм включительно. Скачать ГОСТ 14637-89
Скачать ГОСТ 14637-89
ГОСТ 16523-97. Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия.
Настоящий стандарт распространяется на тонколистовой горячекатаный и холоднокатаный прокат из углеродистой стали качественной и обыкновенного качества общего назначения, изготавливаемый шириной 500 мм и более, толщиной до 3,9 мм включительно. Скачать ГОСТ 16523-97
ГОСТ 14918-80. Сталь тонколистовая оцинкованная с непрерывных линий (технические условия).
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий. Скачать ГОСТ 14918-80
ГОСТ 1577-93. Прокат толстолистовой и широкополосный из конструкционной качественной стали (технические условия).
Настоящий стандарт распространяется на прокат горячекатаный толстолистовой и широкополосный из качественной конструкционной нелегированной и легированной стали. Скачать ГОСТ 1577-93
Скачать ГОСТ 1577-93
ГОСТ 19281-89. Прокат из стали повышенной прочности (общие технические условия)
Скачать ГОСТ 19281-89
ГОСТ 4041-71. Прокат листовой для холодной штамповки из конструкционной качественной стали.
Настоящий стандарт распространяется на листовой прокат толщиной от 4 до 14 мм из качественной конструкционной углеродистой стали, предназначенный для холодной штамповки. Скачать ГОСТ 4041-71
ГОСТ 9045-93. Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки.(технические условия).
Настоящий стандарт распространяется на тонколистовой холоднокатаный прокат из низкоуглеродистой качественной стали толщиной до 3,9 мм, предназначенный для холодной штамповки. Скачать ГОСТ 9045-93
ГОСТ 30246-94. Прокат тонколистовой рулонный с защитно-декоративным покрытием для строительных конструкций (технические условия).
Настоящий стандарт распространяется на рулонный тонколистовой прокат с защитно-декоративным покрытием, предназначенным для изготовления конструкций и других строительных изделий холодным профилированием и гибкой.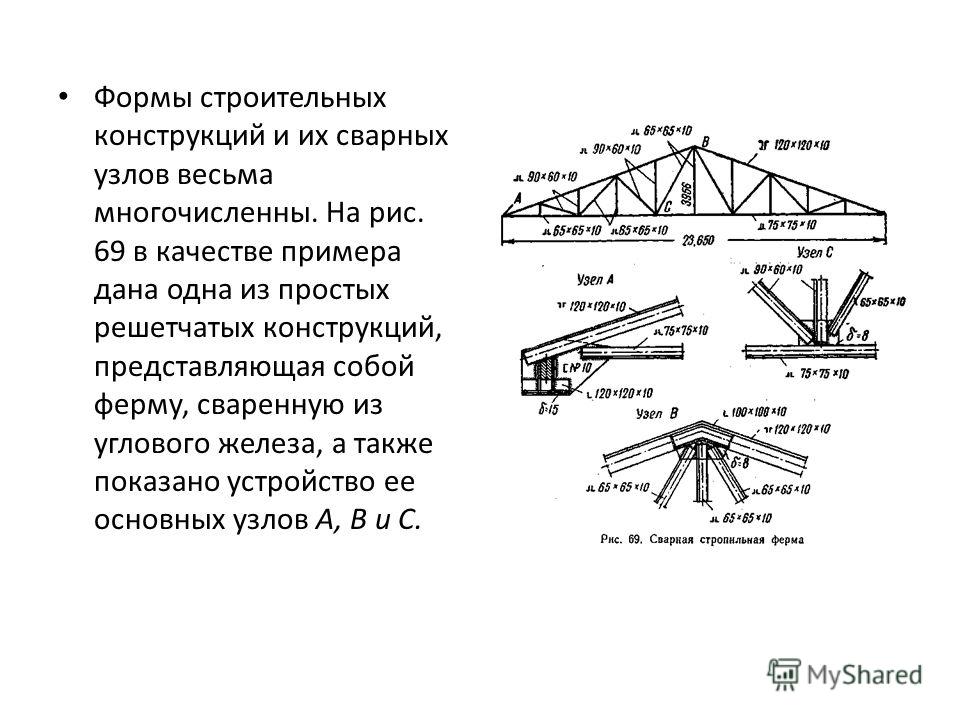
Покраска металлоконструкций: правила написания технологического регламента
Процесс окрашивания металлических сооружений и конструкций – сложный, трудоемкий процесс. От качества его исполнения зависит дальнейшая прочность строения и его безопасность. Для компании-исполнителя данной процедуры нужно представить доказательства того, что операция была выполнена в соответствии со всеми стандартами и техническими условиями.
С этой целью разрабатывается технологический регламент по окрашиванию металлоконструкций. Это нормативный документ, который включает описание операций работы, условий их выполнения, оборудования и иных важных сведений. На основании ТР составляются технические инструкции, карты техпроцесса и иные узкие документы.
Технологический регламент имеет еще одно важное значение – он используется в качестве основного доказательного документа при проведении сертификации. Государственные органы контроля тщательно изучают документ, чтобы найти малейшие недочеты. Вот почему при разработке норматива нужно тщательно следовать всем требованиям государственных стандартов и иных указательных документов.
Вот почему при разработке норматива нужно тщательно следовать всем требованиям государственных стандартов и иных указательных документов.
Содержание норматива
Структура ТР зависит от вида процедур и состава операций, которые нужно выполнить. Но нормативами установлены несколько обязательных разделов, которые должны быть в каждом документе:
· общее описание производства, области применения регламента;
· описание процедуры, способов подготовки поверхности перед проведением работы;
· технология покраски, перечисление всех операций;
· описание материалов, сырья, используемых при покраске;
· установление норм расхода, процента технических потерь;
· описание оборудования, инструментов в виде спецификации;
· контроль качества результатов;
· организация безопасности на рабочем месте;
· приложения – схемы покраски, чертежи, таблицы, формы сопроводительной документации.
Оформление ТР – задача компании, которая проводит работы. Но собственник имеет право передать полномочия независимой компании, в которой работают лицензированные специалисты. В этом случае сокращается срок разработки документа до 7-10 дней, а текст и оформление соответствуют требованиям стандартов.
Зарегистрировать технологический регламент можно после того, как его согласуют все участвующие в процессе технические эксперты и утвердит руководитель компании. Государственные органы контроля будут тщательно изучать документ на наличие несоответствий. Эксперты гарантируют отсутствие ошибок, что позволяет быстрее получить сертификаты без непредвиденных расходов.
ООО «Белэнергомаш – БЗЭМ» | Продукция
Полный цикл изготовления металлоконструкций из любого сортамента металлопроката, включая разработку чертежей КМ, КМД, качественную подготовку и очистку металлопроката, сварку, сборку, покраску, доставку на объект и монтаж. Продукция производится согласно требованиям ГОСТ 23118-99 «Конструкции стальные строительные», СП 53-101-98 «Изготовление и контроль качества строительных стальных конструкций», а так же индивидуальными требованиям заказчика.
Продукция производится согласно требованиям ГОСТ 23118-99 «Конструкции стальные строительные», СП 53-101-98 «Изготовление и контроль качества строительных стальных конструкций», а так же индивидуальными требованиям заказчика.
Комплексное проектирование и изготовление пространственных конструкций из трубы круглого и квадратного сечения любой сложности. Трубчатые металлоконструкции сочетают в себе высокую несущую способность с высокими эстетическими качествами, и это выгодно отличает их от традиционных металлоконструкций. Трубчатые пространственные конструкции ООО «Белэнергомаш – БЗЭМ» позволяют создавать неповторимые строительные и монументальные сооружения.
Предприятие имеет богатый опыт в изготовлении металлических мостовых конструкций для автодорожных, железнодорожных, городских, пешеходных мостовых переходов. Изготовление ведется в соответствии с требованиями СТО-ГК «Трансстрой»-012-2007 «Стальные конструкции мостов. Заводское изготовление». Антикоррозийная защита выполняется по различным схемам в соответствии с СТО 001-2006 «Защита металлических конструкций мостов от коррозии методом окрашивания».
Заводское изготовление». Антикоррозийная защита выполняется по различным схемам в соответствии с СТО 001-2006 «Защита металлических конструкций мостов от коррозии методом окрашивания».
Изготовление металлоконструкций типовых опор ЛЭП напряжением от 10 до 750 кВ а так же продукции по индивидуальным проектам «с нуля» в соответствии с пожеланиями заказчика с последующей антикоррозионной защитой методом «горячего цинкования» или/и финишной покраской. Металлоконструкции соответствуют требованиям ГОСТ 23118-99 «Конструкции стальные строительные», СП 53-101-98 «Изготовление и контроль качества строительных стальных конструкций».
Покраска со спец. эмалями в Санкт-Петербурге
Покраска специальными эмалями – одна из популярных услуг в Санкт-Петербурге, предлагаемых производственным центром «Технология Покрытий». Обусловлено это тем, что покраска металлоконструкций эмалью особого химического состава дает возможность с высокой эффективностью решить распространенную проблему – негативное воздействие коррозии.
В нашем распоряжении находится исчерпывающее количество разновидностей специализированного оборудования и различных покрытий. Таким образом, мы можем быстро и надежно нанести покрытие на сталь, алюминий, чугун, чтобы максимально защитить поверхность изделий от пагубного влияния окружающей среды.
Используемые разновидности эмалей:
— молотковые, токопроводящие и антистатические покрасочные вещества;
— радиопрозрачные, огнезащитные и негорючие составы;
— термостойкие и огнеупорные эмали, способные выдерживать температуру до 400 градусов.
В процессе выполнения поставленных задач проводится целый комплекс мероприятий, включая предварительную подготовку поверхности, при этом строго соблюдаются предписания технической документации ТУ и ГОСТ. Это дает нам возможность гарантировать клиентам высокий уровень качества полученного результата.
Во время согласования деталей сотрудничества и изучения представленного материала для покраски принимается решение относительно варианта эмали, которая будет задействована (УР, ГФ, МЛ, НЦ и пр.
К эмалям специальных серий относятся такие эмали как УР, ГФ, МЛ, НЦ, ПФ 115, ХВ, ЭП-140 т др.
Почему все больше клиентов из Санкт-Петербурга принимают решение обратиться именно в производственный центр «Технология Покрытий»:
— строгое соблюдение действующих технологических требований и правил;
— предлагаем услуги с идеальным сочетанием доступной стоимости и высокого качества;
— оперативно выполняем покрасочные работы любых объемов – при необходимости проведем экстренное выполнение поставленной задачи.
Наши специалисты всегда находятся на связи, поэтому готовы в любое время предоставить профессиональную консультацию относительно каждого интересующего вопроса.
Грунты серии: АК-070, ФЛ, ГФ, ХС, ЭП, ВЛ02.
К окраске специализированными эмалями можно отнести:
- покраску токопроводящей краской;
- покраску антистатической краской;
- нанесение радиопрозрачных эмалей;
- нанесение огнезащитных и не горючих эмалей и составов;
- покраску огнеупорной термостойкой эмалью, выдерживающей до 400С;
- покраска молотковой эмалью.

Закупку специализированных эмалей наша компания осуществляет у поставщиков в готовом виде. Вся продукция, поставляемая поставщиками, обеспечивается необходимыми сертификатами соответствия.
Если остались вопросы или хотите сделать заказ, то вы всегда можете написать нам на почту Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. позвонить или приехать к нам в офис.
Тел. офис 8 (800) 301-86-06
Тел. производство 8 (812) 628-20-57
Отправляйте ваши запросы WhatsApp: +7 (905) 220-29-40
|
более производственная площадь завода металлоконструкций |
Мы изготавливаем и поставляем своим клиентам разнообразный ассортимент изделий из металла (металлические каркасы для быстровозводимых зданий, заборы, теплицы, козырьки, навесы и многое другое), имеющего высокие качественные характеристики. Принципы эффективной работы предприятияВсе этапы изготовления металлоконструкций на нашем заводе соответствуют техническим требованиям ГОСТ, СНИПП и другим нормативным документам. Производственный процесс включает в себя:  |
100 тонн в месяц производительность завода |
На территории завода металлических конструкций размещены сварочные и малярный цеха, оборудованные кран-балками, способными перемещать груз весом до 5 т. Для качественной резки и обработки металла у нас имеется следующее оборудование:
Для покраски изделий мы используем современное компрессорное оборудование. |
 Производственная площадь завода металлоконструкций составляет более 1200 м2. Специалисты компании изготавливают крупногабаритные изделия любого уровня сложности, и осуществляют сборку узлов, что повышает качество продукции и сокращает сроки монтажных работ.
Производственная площадь завода металлоконструкций составляет более 1200 м2. Специалисты компании изготавливают крупногабаритные изделия любого уровня сложности, и осуществляют сборку узлов, что повышает качество продукции и сокращает сроки монтажных работ.

Обезжиривание металлоизделий перед покраской
Сильно концентрированное малопенное средство на основе смесей ПАВ (высоко-качественных этоксилированных спиртов и водорастворимых растворителей) для использования в ваннах обезжиривания и в автоматических моечных установках. Для мойки изделий из чёрных и цветных металлов, керамики и пр. материалов. Сильный обезжириватель. Эффективно даже в малых концентрациях. Экономично в применении. Используется в т.ч. для обезжиривания перед порошковой покраской.
СLASSIC арт. 2.103
Концентрат, разводится водой. Обладает сильным растворяющим и эмульгирующим воздействием на нефтяные, минеральные, масляные, жировые, графитовые загрязнения, мазут, железнодорожные смазки, консервационные смазки, СОЖ, полировочные пасты, глицерин, сажу, копоть, грязь и прочие стойкие эксплуатационные загрязнения.
Имеет сильную проникающую способность. Удаляет загрязнения из труднодоступных мест. Длительное время сохраняет стабильность свойств.
Удаляет загрязнения из труднодоступных мест. Длительное время сохраняет стабильность свойств.
Как обезжириватель заменяет органические растворители, уайт-спирит, технические смывки, ацетон, керосин, бензин, нефрас, сольвенты, хладоны, агрессивные щелочные составы. Не содержит щёлочи, фосфатов, хлора. Содержит ингибитор коррозии. Практически не имеет запаха. Средство воздействует только на загрязнение, не вступая в химическую реакцию с очищаемой поверхностью.
Соответствие ГОСТ 9.402-04 (высокая степень очистки и обезжиривания).
Соответствие ГОСТ 15140 на адгезию.
Класс опасности очистителей CLASSIC — 4-й, самый низкий по ГОСТ РФ 12.1.007-76.
Состав: водорастворимые растворители, смеси высокоактивных НПАВ и КПАВ, гликоли, комплексообразователи, ингибитор коррозии, вода. Рн 100% концентрата не менее 12,50 ±0,5. Рн 1% раствора не менее 10,0.
Назначение и применение:
Приготовить моющий раствор необходимого % состава в соответствии с выбранной технологией и оборудованием. Добавить концентрат в воду и тщательно перемешать. Установить наиболее эффективный температурный режим – 40-60° С.
Добавить концентрат в воду и тщательно перемешать. Установить наиболее эффективный температурный режим – 40-60° С.
Время мойки определяется типом и характеристиками моечного оборудования, характером загрязнений и составляет от 2-10 до 30-40 минут.
При необходимости смыть водой. Поверхность просушить (естественная сушка, сушильные шкафы, воздушный обдув).
Внимание! Рабочий раствор обладает свойствами рециркуляции и может быть использован многократно.
— Мойка металлоизделий в ваннах с барботажем: 5-10%
— Мойка в автоматических моечных машинах (СИП мойка): 2-5%
— Мойка в ультразвуковой моечной машине: 5-10%
— Мойка металлоизделий в туннельных устройствах: 2-5%
— Мойка ёмкостей предназначенных для хранения и транспортировки нефтепродуктов, химических реагентов, одорантов, насосного оборудования, маслопроводов: 0,5-10%.
Условия хранения: при плюсовой температуре в крытом и сухом помещении в недоступном для детей месте. Допускается кратковременное замораживание средства. После размораживания свойства полностью восстанавливаются. Сроки годности концентрата – 24 месяца. После длительного хранения, перед применением средство необходимо тщательно перемешать.
Допускается кратковременное замораживание средства. После размораживания свойства полностью восстанавливаются. Сроки годности концентрата – 24 месяца. После длительного хранения, перед применением средство необходимо тщательно перемешать.
Меры безопасности: средство не горючее, не летучее, не токсичное, практически не имеет запаха. При попадании в глаза (может вызвать раздражение) промыть большим количеством воды и/или обратиться к врачу. Вызывает сухость кожи рук. Использовать защитные очки и перчатки.
Утилизация: средство биоразлагаемое. Период разложения на углекислый газ и воду не более 30 дней. Отфильтрованный утилизируемый раствор доводится до нейтрального рН (5-8) добавлением необходимого количества воды или 1-2% концентрата кислотного моющего средства (например «Преобразователь ржавчины» арт. 1.102) с активным перемешиванием раствора и сливается в канализацию. Масла и донный осадок утилизируются в соответствии с требованиями законодательства для подобных отходов.
Масла и донный осадок утилизируются в соответствии с требованиями законодательства для подобных отходов.
Концентрированное малопенное средство на основе смесей ПАВ высококачественных этоксилированных спиртов и водорастворимых растворителей. Обладает мощным обезжиривающим, очищающим и эмульгирующим действием. Применяется для очистки металла от сложных нефтемасляных загрязнений в моечном оборудовании.
Содержит щёлочь! Не применять для изделий из алюминия, оцинкованного и других металлов, неустойчивых к щелочи.
СLASSIC 2.104 (щелочное)
Назначение и область применения:
Концентрат моющего средства для очистки и обезжиривания, в т.ч. перед покраской, металлических изделий, механизмов и агрегатов в ваннах обезжиривания с барботажем, в УЗВ, в СИП мойке, а также при мойке аппаратом высокого давления. Моющее средство предназначено для удаления индустриальных масел, эксплуатационных технических загрязнений, смазок, консервантов, остатков нефтепродуктов и др. загрязнений. Отличный смачиватель. Хорошо смывается с поверхности.
загрязнений. Отличный смачиватель. Хорошо смывается с поверхности.
Состав: оптимизированная система низкопенных ПАВ, щёлочь, комплексообразователи, вода.
Рн 100% концентрата не менее 12,50 ±0,5. Рн 1% раствора не менее 10,0.
Условия транспортирования и хранения: при температуре от +5 до+30°C, в оригинальной упаковке. После размораживания средство восстанавливает свои свойства.
Меры предосторожности: При работе всегда использовать защитные очки и резиновые перчатки. Не глотать. Не допускать попадания средства на кожу и в глаза. При попадании в глаза промыть большим количеством воды и обратиться к врачу. Не смешивать с другими химическими средствами.
Применение: Наполнить ванну водой, добавить расчётное количество концентрата и тщательно перемешать.
Сильно загрязнённые детали лучше предварительно замочить на несколько минут. Время мойки определяется степенью и характером загрязнения и составляет 5-10 минут, реже дольше. При необходимости смыть водой. Поверхность просушить (естественная сушка, сушильные шкафы, воздушный обдув).
При необходимости смыть водой. Поверхность просушить (естественная сушка, сушильные шкафы, воздушный обдув).
Рабочие концентрации растворов:
- сильные загрязнения – 5 — 10%
- обычные загрязнения – 2 — 5%
Использование теплых растворов до 40° С (не более) ускоряет процесс мойки.
Не применять для алюминиевых и оцинкованных материалов.
Внимание! Рабочий раствор обладает свойствами рециркуляции и может быть использован многократно.
Утилизация: Средство биоразлагаемое. Период разложения на углекислый газ и воду не более 30 дней. Отфильтрованный утилизируемый раствор доводится до нейтрального рН (5-8) добавлением воды или 1-2%, например, кислотного моющего средства «Преобразователь ржавчины арт. 1.102» и сливается в канализацию. Масла и донный осадок утилизируются в соответствии с требованиями законодательства для подобных отходов.
Мойка, очистка и обезжиривание ручным способом металлического проката, металлоконструкций, узлов и механизмов, изделий и деталей из черного и цветного металлов, окрашенных металлов, керамики, дерева пластика и других материалов.
Обезжиривание и подготовка поверхности перед грунтовкой и покраской. Мойка пола ручным способом и моечными машинами.
Универсальное среднепенное моющее средство на основе смеси высокоактивных ПАВ. Содержит ингибитор коррозии. Практически не имеет запаха.
«CLASSIC индустриальный» арт. 2.110
Многоцелевое, профессиональное моющее и обезжиривающее средство широкого применения для удаления тяжёлых промышленных загрязнений с поверхности чёрных и цветных металлов. Применяется для отмывки ручным способом, методом погружения (окунания) или распылением на поверхность.
Сильный обезжириватель. Эффективно даже в малых концентрациях. Экономично в применении. Используется в т.ч. для обезжиривания перед порошковой покраской.
Концентрат, разводится водой. Универсальный очиститель многостороннего применения. Обладает сильным чистящим и эмульгирующим воздействием на нефтяные, минеральные, масляные и жировые загрязнения в т. ч. мазут, графитовые загрязнения, железнодорожные смазки, консервационные смазки, СОЖ, полировочные пасты, глицерин, сажу, копоть, грязь и прочие стойкие эксплуатационные загрязнения.
ч. мазут, графитовые загрязнения, железнодорожные смазки, консервационные смазки, СОЖ, полировочные пасты, глицерин, сажу, копоть, грязь и прочие стойкие эксплуатационные загрязнения.
Имеет сильную проникающую способность. Удаляет загрязнения из труднодоступных мест.
Как обезжириватель заменяет органические растворители, уайт-спирит, технические смывки, ацетон, керосин, бензин, нефрас, сольвенты, хладоны, агрессивные щелочные составы. Не содержит щёлочи, фосфатов, хлора. Содержит ингибитор коррозии. Практически не имеет запаха. Средство воздействует только на загрязнение, не вступая в химическую реакцию с очищаемой поверхностью.
Соответствие ГОСТ 9.402-04 (высокая степень очистки и обезжиривания).
Соответствие ГОСТ 15140 на адгезию.
Класс опасности очистителей CLASSIC — 4-й, самый низкий по ГОСТ РФ 12.1.007-76.
Состав: водорастворимые растворители, смеси высокоактивных НПАВ и КПАВ, гликоли, комплексообразователи, ингибитор коррозии, вода.
Назначение:
— Мойка, очистка и обезжиривание металлических изделий и поверхностей,агрегатов,механизмов, станков, ёмкостей, технологического и прочего оборудования.
— Мойка и обезжиривание изделий из полимеров, стекла, резины, керамики, камня и др. материалов, а также ранее окрашенных поверхностей.
— Обезжиривание металлоизделий перед грунтованием и порошковой покраской.
— Мойка и обезжиривание крупногабаритных металлоконструкций.
— Удаление тяжёлых эксплуатационных загрязнений с агрегатов и механизмов на ж/д транспорте, наружная и внутренняя мойка грузовых и пассажирских вагонов, локомотивов, а также подвижного состава метрополитена, автобусов, троллейбусов и т.д.
— Мойка пола и различных поверхностей в производственных цехах, складских, бытовых и других помещениях от нефтемасляных и прочих технических загрязнений.
Применение: в зависимости от степени и характера загрязнения, а также выбранной задачи очистки, используются моющие растворы концентрацией 1-10%. Приготовленный раствор нанести на очищаемую поверхность методом распыления или при помощи щётки или губки. (Или поместить объект мойки в ёмкость с моющим раствором). Выдержать несколько секунд или минут, но не допуская высыхания, затем тщательно зачистить поверхность подходящей по жёсткости щёткой или ветошью, смыть и просушить. Использование тёплых растворов (40-50°С ) значительно ускоряет процесс мойки.
— Мойка и обезжиривание металлоизделий в т.ч. перед покраской: 5-10%;
— Мойка поверхности (пластик, стекло, керамика, натуральный и искусственный камень, окрашенные поверхности) и удаление технических загрязнений: 5-10%;
— Мойка пола ручным способом: 2-5%;
— Мойка поломоечными машинами: 0,5-2%.
Условия хранения: при плюсовой температуре в крытом и сухом помещении в недоступном для детей месте. Допускается кратковременное замораживание средства. После размораживания свойства полностью восстанавливаются. Сроки годности концентрата – 24 месяца. После длительного хранения, перед применением средство необходимо тщательно перемешать.
Меры безопасности: средство не горючее, не летучее, не токсичное, практически не имеет запаха. При попадании в глаза (может вызвать раздражение) промыть большим количеством воды и/или обратиться к врачу. Вызывает сухость кожи рук. Использовать защитные очки и перчатки.
Утилизация: средство биоразлагаемое. Период разложения на углекислый газ и воду не более 30 дней. Отфильтрованный утилизируемый раствор доводится до нейтрального рН (5-8) добавлением необходимого количества воды или 1-2% концентрата кислотного моющего средства (например «Преобразователь ржавчины» арт. 1.102) с активным перемешиванием раствора и сливается в канализацию. Масла и донный осадок утилизируются в соответствии с требованиями законодательства для подобных отходов.
Мойка, очистка и обезжиривание ручным способом металлического проката, ёмкостей, металлоконструкций, узлов и механизмов, изделий и деталей из черного и цветного металлов, керамики, дерева пластика и других материалов от нефтемасляных загрязнений, топочного мазута, технических масел, консервационных смазок, СОЖ, полировочных паст, глицерина, почвенной грязи, сажи, копоти, жиров.
Обезжиривание и подготовка поверхности перед грунтовкой и покраской. Мойка пола ручным способом и моечными машинами.
Универсальное моющее средство с умеренным пенообразованием. Содержит ингибитор коррозии.
«CLASSIC обезжириватель» арт. 2.102
Концентрат, разводится водой. Универсальный очиститель многостороннего применения. Обладает сильным чистящим и эмульгирующим воздействием на нефтяные и нефтемасляные загрязнения, индустриальные масла, СОЖ, полировочные пасты, глицерин, сажу, копоть, грязь и стойкие эксплуатационные загрязнения. Как обезжириватель, заменяет органические растворители, уайт-спирит, технические смывки, ацетон, керосин, бензин, нефрас, сольвенты, хладоны, агрессивные щелочные составы. Не содержит щёлочи, фосфатов, хлора.
Назначение и область применения:
- Мойка, очистка и обезжиривание металлических изделий, листового металла, агрегатов, механизмов, технологического оборудования.
- Обезжиривание металлоизделий перед грунтованием или покраской.
- Мойка и обезжиривание крупногабаритных металлоконструкций, а также ранее окрашенных поверхностей, мойка и обезжиривание поверхностей из композитных материалов от стойких промышленных загрязнений.
- Мойка транспортных средств.
- Мойка пола, предметов интерьера из любых материалов, хромированных, стеклянных поверхностей в производственных цехах, складских, бытовых и других помещениях.
Состав: гликоли, НПАВы, комплексообразователи, вода.
Применение: в зависимости от степени загрязнения используются моющие растворы концентрацией 1-10% . Приготовленный раствор нанести на очищаемую поверхность методом распыления или при помощи щётки или губки. Выдержать несколько секунд или минут, не допуская высыхания, затем тщательно зачистить поверхность подходящей по жёсткости щёткой, смыть и просушить. Использование тёплых растворов (40 — 50°С) значительно улучшает процесс мойки.
— Мойка и обезжиривание металлоизделий в т.ч. перед покраской: 5-10%;
— Мойка поверхности (пластик, стекло, керамика, натуральный и искусственный камень, окрашенные поверхности) и удаление технических загрязнений: 5-10%;
— Мойка пола ручным способом: 2-5%;
— Мойка поломоечными машинами: 0,5-2%.
Условия хранения: при плюсовой температуре. Допускается кратковременное замораживание средства. После размораживания свойства полностью восстанавливаются. Сроки годности концентрата – 24 месяца.
Меры безопасности: Средство относится к 4-му, самому низкому классу опасности по ГОСТ 12.1.007-76. Безопасно для глаз, кожи рук, дыхательных путей. Запах отсутствует в т.ч. при нагревании.
Утилизация: средство биоразлагаемое. Период разложения на углекислый газ и воду не более 30 дней. Отфильтрованный утилизируемый раствор доводится до нейтрального (5-8) рН добавлением воды или 1-2%, кислотного моющего средства (например «Преобразователь ржавчины арт. 1.102») и сливается в канализацию. Масла и донный осадок утилизируются в соответствии с требованиями законодательства для подобных отходов.
ГОСТ на горячее цинкование — ГОСТ 9.307-89
ГОССТАНДАРТ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СССР
Единая система защиты от коррозии и старения
ПОКРЫТИЕ ЦИНКОВОЕ ГОРЯЧЕЕ
(ISO 1461-89;
CT CMEA-1663-84)
Дата введения 01.07.90
Настоящий стандарт устанавливает Общие требования (далее — требования) к защитным покрытиям, наносимым методом горячего цинкования (далее — покрытия) на конструкционные стали, в том числе высокопрочные, стальные конструкции, изделия из профилированного проката и листового проката, комплекты труб большого диаметра. трубы, гнутые или сваренные перед нанесением покрытия, емкости, изделия из стальной проволоки, крепежные изделия, обработанные в общей массе, стальные и чугунные отливки, поковки, штампованные изделия из стали, а также методы контроля качества основного металла и покрытий.
Этот стандарт не распространяется на сплошные покрытия.
1. ТРЕБОВАНИЯ К ОСНОВНОМУ МЕТАЛЛУ
1.1. Требования к конструкции изделий, подлежащих оцинковке
1.1.1. В конструкциях не должно быть карманов, закрытых полостей и подушек безопасности; все полости должны быть доступны для беспрепятственного входа и выхода жидкостей, расплавленного цинка и газов.
Пробному цинкованию подвергаются полые изделия и изделия сложной формы.
Не допускается нанесение покрытий на изделия с закрытыми полостями во избежание взрыва.
1.1.2. Сварка элементов конструкции должна осуществляться стыковыми швами либо двухсторонним, либо односторонним швом с желе.
Не допускается цинкование изделий со сварными соединениями внахлест.
1.2. Требования к поверхности основного металла
1.2.1. На поверхности основного металла не допускается прокатная окалина, заусенцы, поры, включения, сварочные шлаки, остатки формовочной массы, графит, смазка, металлическая стружка, маркировочная краска.
1.2.2. На поверхности литых изделий не должно быть пор и усадочных раковин.
1.2.3. Сварные швы должны быть однородными, плотными и непрерывными по всей длине.
Поры, свищи, трещины, включения шлака, сварные присадочные швы не допускаются.
1.2.4. Острые углы и края изделий, за исключением технически обоснованных случаев, должны быть закруглены радиусом не менее 0,3 мм.
1.2.5. Поверхность изделий, подлежащих горячему цинкованию, должна быть очищена путем обезжиривания с последующим травлением или пескоструйной обработкой с последующим вылетом.
Степень очистки поверхности от накипи и продуктов коррозии — 1 по ГОСТ 9.402.
2. ТРЕБОВАНИЯ К ПОКРЫТИЮ
2.1. Внешний вид покрытия
2.1.1. При внешнем осмотре поверхность цинкового покрытия должна быть гладкой или шероховатой, покрытие — твердым.
Цвет покрытия от серебристо-блестящего до матово-темно-серого.
2.1.2. На поверхности изделия не должно быть трещин, вмятин, пузырей.
2.1.3. Недопустимо наличие цинковых отложений, если они препятствуют сборке. Зерна харцинка диаметром не более 2 мм, поверхность Рабина, со светло-серыми пятнами и цветом оттенка, риски, царапины, следы захвата подъемных приспособлений без разрушения покрытия до основного металла дефектами не являются.
Допускается восстановление непокрытых участков, если они не шире 2 см и составляют не более 2% от общей площади. Нераскрытые участки защищают слоем цинксодержащего лакокрасочного покрытия (минимальная толщина 90 мкм, массовая доля цинка в сухой пленке 80-85%) или термическим напылением цинка (минимальная толщина 120 мкм).
2.2. Толщина покрытия
Толщина покрытия должна быть не менее 40 мкм и не более 200 мкм и определяется условиями эксплуатации оцинкованных изделий и нормативно-технической документацией на конкретное изделие.
2.3. Прочность сцепления
Покрытие имеет удовлетворительную адгезию, если оно выдерживает испытания в соответствии с методами, указанными в пункте 4.4.
3. ТРЕБОВАНИЯ ПО КОНТРОЛЮ КАЧЕСТВА МЕТАЛЛОВ И ПОКРЫТИЙ
3.1. Перед нанесением покрытия 2-5% изделий из партии, но не менее трех, а для изделий единичного производства — каждое изделие контролируется на соответствие пп. 1.1, 1.2.
3.2. Полуфабрикаты (проволока, трубы и др.) Подвергаются входному контролю на соответствие требованиям нормативно-технической документации на поставку и требованиям пп. 1.1, 1.2.
3.3. Нанесенное цинковое покрытие подвергается контролю по внешнему виду, толщине и прочности муфты.
Контроль размещения каждой партии оцинкованной продукции. За партию принимают единицу продукции или груза, состоящую из одного или нескольких изделий одного типа и размера, принадлежащих к одному заказу, если они покрываются в одну смену и в одной ванне.
3.4. Контроль внешнего вида покрытий осуществляется на 100% изделий.
3.5. Контроль толщины и прочности муфты выставляют:
1) элементы металлоконструкций до 1%, но не менее 2 единиц от партии;
2) агрегаты сварные в количестве до 5%, но не менее 1 штуки от партии;
3) крепеж с резьбой в количестве до 0.5%, но не менее 3-х штук от лота.
Допускается использование статистических методов контроля ГОСТ 18242.
Контроль толщины покрытия металлографическими методами может производиться на одной и той же части партии.
3.6. Продукция, на которой проводился контроль качества разрушающими методами, допускается к сдаче в приемку после восстановления покрытия.
3,7. Контроль толщины покрытия
3.7.1. Контроль толщины покрытия проводится перед его дополнительной обработкой (хроматирование, нанесение консервирующих смазок и т. Д.).).
3.7.2. Толщина покрытия контролируется на поверхности, но имеет накатку и резьбу на расстоянии не менее 5 мм от выступов, углов, отверстий и мест соприкосновения с устройством. Толщину покрытия на резьбовых соединениях контролируют на головках болтов и концах саморезов.
3.7.3. Измеритель для неразрушающего контроля толщины покрытия должен иметь погрешность измерения не более ± 10%.
3.8. При неудовлетворительных результатах проверки толщины и сцепления второй контролируют удвоенное количество деталей.
При повторении неудовлетворительных результатов по всей партии оцинкованная продукция отклоняется.
3.9. Контроль состава ванны горячего цинкования по желанию заказчика проводится перед извлечением изделий из ванны.
4. СПОСОБ УПРАВЛЕНИЯ
4.1. Контроль внешнего вида
Внешний вид покрытий контролируется визуальным осмотром невооруженным глазом при освещении не менее 300 люкс на расстоянии 25 см от контролируемой поверхности.
4.2. Контроль толщины покрытия
4.2.1. Магнитный метод
Метод основан на регистрации изменения магнитного сопротивления в зависимости от толщины покрытия. Магнитные толщиномеры используются в качестве измерительных приборов.
За результат измерения толщины покрытия берут среднее арифметическое не менее пяти измерений по краям и в середине контролируемой поверхности одного изделия.
Относительная погрешность метода ± 10%.
4.2.2. Металлографический метод (арбитраж)
Метод основан на измерении толщины покрытия по поперечному сечению с помощью металлографических микроскопов разных типов.
Образец для изготовления петли вырезан из оцинкованного изделия.
Толщина цинкового покрытия, измеренная на конусе в трех или более точках, равномерно распределенных на отрезке линии длиной около 1 см. Результатом должно быть среднее арифметическое всех измерений.
Относительная погрешность метода ± 10%.
4.2.3. Средняя толщина покрытия (NDS) в микрометрах определяется неразрушающими методами или гравиметрическим методом по разнице масс образца до и после получения или до и после удаления покрытий по ГОСТ 9.302.
Для снятия покрытия используют раствор: 3,2 г хлорида сурьмы или 2 г триоксида сурьмы растворяют в 500 см3 соляной кислоты, плотностью 1.19 г / см3, СН. а., по ГОСТ 3118 в мерной колбе вместимостью 1 дм3 и доведенной до отметки дистиллированной водой по ГОСТ 6709.
Относительная погрешность гравиметрического метода ± 10%.
4.3. Контроль химического состава цинкового расплава — по ГОСТ 19251.1, ГОСТ 19251.2, ГОСТ 19251.3, ГОСТ 19251.5.
Массовая доля цинка в рабочем объеме ванны должна быть не менее 98%.
4.4. Контроль адгезионной прочности покрытий
4.4.1. Способ нанесения сетчатых царапин (толщина покрытия до 50 мкм)
На очищенную поверхность контролируемого покрытия инструментом со стальным наконечником под углом 30 ° (твердость металлического наконечника должна быть выше твердости покрытия) наносят от четырех до шести параллельных линий на глубину основного металла на расстоянии от 2,0 до 3,0 мм друг от друга и перпендикулярно им. Линии нарисованы в одном направлении. Прочность сцепления удовлетворительная, если на контролируемой поверхности не происходит отслаивания покрытия.
4.4.2. Метод окрашивания
Для метода кравания используются стальные и латунные щетки с диаметром проволоки 0,1 — 0,3 мм и скоростью вращения щеток — 1500 — 2800 мин-1.
Поверхность покрытия не менее 15 с. после окрашивания на контролируемой поверхности не должно наблюдаться вздутия или отслоения покрытия.
4.4.3. Метод нагрева
При использовании метода нагрева покрытые детали или образцы-свидетели нагреваются до (190 ± 10) ° С, выдерживаются при заданной температуре в течение 1 ч и охлаждаются на воздухе.На контролируемой поверхности не допускается набухание или отслаивание покрытия.
4.4.4. Метод удара перфоратором
Ровная поверхность изделия с толщиной основного металла не менее 3 мм очищается от пыли, механических примесей и обезжиривается органическими растворителями.
Перфоратор массой 212,5 г устанавливается на плоской поверхности изделия таким образом, чтобы головка молотка падала вертикально на горизонтальную поверхность изделия. Произвести не менее двух ударов молотком так, чтобы расстояние между параллельными отпечатками составляло 6 мм, а расстояние от края отпечатка до края изделия было не менее 13 мм.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНО И ПРЕДСТАВЛЕНО Госстрою СССР
РАЗРАБОТЧИКАМ
Марутян С.В., канд. tech. (руководитель темы), С. А. Клочко, Л. Н. Павлова, С. Г. Гутник, Л. М. Белоусова
Полное руководство по металлическим покрытиям | Tikkurila
Оборудование для нанесения покрытий
Для разных типов покрытий требуется различное оборудование, чтобы продукт мог творить чудеса.
Например, для металлических покрытий на основе растворителей требуется специальное взрывозащищенное оборудование, так как продукты легко воспламеняются.В свою очередь, продукты на водной основе не горючи и не требуют такого оборудования. С другой стороны, продукты на водной основе по-прежнему требуют оборудования с нержавеющей сталью во всех частях, которые контактируют с влажной водоразбавляемой краской.
Подготовка поверхности
Успех обработки металлической поверхности во многом зависит от поверхности, на которую она наносится. Перед нанесением покрытия на металлическую поверхность ее необходимо тщательно очистить и придать шероховатость, чтобы обеспечить адгезию.Правильный уровень чистоты поможет обеспечить правильную работу покрытия.
Например, покрытия на основе растворителей более щадящие для загрязненных поверхностей, в то время как покрытия на водной основе всегда требуют чистой окружающей среды и поверхности, поэтому, в зависимости от того, какое покрытие вы собираетесь использовать, убедитесь, что уровень чистоты составляет до наравне с тем, что требует продукт.
Вы можете воспользоваться этим примером рекомендуемой очистки поверхности водоразбавляемым продуктом:
- Стальные поверхности: обезжирьте и очистите струйной очисткой до степени Sa2½.(ISO 8501-1) Если струйная очистка невозможна, рекомендуется фосфатирование холоднокатаной стали для улучшения адгезии.
- Загрунтованные поверхности: Масло, жир, соль и грязь удаляются с поверхности соответствующими средствами. Устраните любые повреждения грунтовочного покрытия. Обратитесь к PDS вашего продукта, чтобы узнать о ранее загрунтованных поверхностях.
Приложение
Ваши методы нанесения могут зависеть от нескольких факторов, таких как ваше оборудование, тип краски, которую вы используете, скорость производства, скорость вывода, а также от того, наносите ли вы на месте (в цехе окраски) или за его пределами.
В зависимости от этих факторов вы можете использовать роботов-аппликаторов, автоматические линии окраски и различные методы распыления, такие как обычное, безвоздушное, воздушное распыление и электростатическое распыление. Для техобслуживания и подкраски вне строительной площадки вы также можете использовать кисть и валик. Независимо от того, какой метод вы используете, правильное нанесение краски является ключом к получению долговечной отделки с металлическими покрытиями.
Сушка
Если вы рисуете в очень влажных условиях, возможно, вам придется уделить особое внимание сушке.
Вода в краске не может испаряться должным образом в чрезвычайно влажных условиях, особенно с покрытиями на водной основе, и поэтому краска сохнет дольше.
Возможное решение для этого — нанесение металлических покрытий в комнате, где можно контролировать климат и поддерживать влажность на определенном уровне. Рекомендуемый уровень влажности 20-70%.
Во многих случаях вы можете сократить время высыхания, увеличив температуру. Рекомендуемые температуры зависят от краски.
Техническое обслуживание
Правильная подготовка поверхности и нанесение краски улучшат срок службы покрытия, но при работе с металлическими покрытиями через некоторое время, скорее всего, потребуется некоторое обслуживание.
Существует широкий выбор товаров для ремонта и обслуживания промышленных металлических поверхностей, и мы в Tikkurila, конечно, готовы ответить на любые ваши вопросы.
Химическая стойкость
Вам могут потребоваться металлические покрытия, требующие особой химической стойкости, например, масла, топливо, кислоты и химические растворители.При выборе металлических покрытий для конкретной химической среды необходимо учитывать следующие факторы:
- Химическое воздействие
- Рабочая температура
- Механическое истирание
- Требуемая степень защиты (погружение или разбрызгивание / непрерывная или ограниченная)
Противопожарная защита металлоконструкций
Выбранный Teknos ассортимент передовых, высокоэффективных защитных покрытий вместе с вспучивающимися красками HENSOTHERM® образуют всеобъемлющий спектр систем окраски для защиты стали от огня и коррозии для различных сред, включая как внутреннее, так и внешнее использование, для открытых и закрытых профилей. , а также для антикоррозийных и оцинкованных профилей.
Почему так важен выбор правильного вспучивающегося покрытия
Металлоконструкции — это каркас здания, поддерживающий его. Когда возникает пожар, температура быстро повышается до уровня, при котором стальные конструкции теряют устойчивость и, как следствие, разрушаются. Применительно к общественным зданиям важно, чтобы у людей, использующих здание, было достаточно времени, чтобы спастись в случае пожара. Выбор высококачественного вспучивающегося покрытия важен, потому что после нанесения краска подвергается испытанию только тогда, когда возникает опасность.
Вспучивающиеся краски и покрытия для огнезащиты стали
С помощью систем противопожарной защиты / вспучивания краски мы можем замедлить процесс нагрева стали. Вспучивающаяся краска образует изолирующий слой на стальной поверхности, вспениваясь под действием тепла. Изоляционная пена обеспечивает устойчивость стали в течение 30–120 минут, в зависимости от выбранной системы окраски.
Сталь выдерживает в среднем 350-750 ° C в зависимости от нагрузки на нее. Чем больше тяжелых конструкций, от типа кровли до этажности в здании, тем больше нагрузка.Таким образом, требуемая система противопожарной защиты зависит от нагрузки на конструкции: если в здании только один этаж и много выходов, как в торговых центрах и стадионах, 30-минутная система часто бывает достаточной. Если этажей больше и нагрузка выше, требуются 60- или 90-минутные системы противопожарной окраски.
Системы вспучивающейся краски
Важные соображения при защите стальных конструкций от огня:
- Соблюдать нагрузку на конструкции / Критическая температура стали
- Вид стальных профилей, подлежащих покрытию
- Классификация пожаров, от R30 до R120 (мин)
- Для использования вне помещений, на основе растворителей
- Для использования внутри помещений, как на водной основе, так и на основе растворителей (100% использование внутри помещений, без транспортировки или хранения на открытом воздухе)
- Предварительная обработка необходима для достижения правильной категории коррозионной активности
- Высокое качество имеет важное значение, поскольку ремонтная покраска обычно не проводится
- Мы рекомендуем краски, одобренные как Teknos, так и Hensel в соответствии с утвержденным документом ETA .
Допуски
Вспучивающиеся краски HENSOTHERM® для стали одобрены строительными органами в соответствии с европейским стандартом EN и стандартом DIN Немецкого института стандартизации, а также имеют дополнительные международные сертификаты в соответствии с Vereinigung Kantonaler Feuerversicherungen VKF для использования в Швейцарии, британский стандарт BS 476 для использования в Европе и на Ближнем Востоке, Underwriters Laboratories UL 263 для использования в США и Канаде, а также ГОСТ ГОСТ для использования в регионах, принадлежащих Российской Федерации.
См. Сертификаты
Специалисты по техническому обслуживанию ТЕКНОС имеют большой опыт в области промышленной окраски и будут рады помочь вам.
Оставьте контактный запрос Найдите ближайший к вам Teknos
Просмотреть все цвета красок — Цвета внутренних и внешних красок для любого проекта
ОСВЕЩАЕТ СВОЙ ПОЧТОВЫЙ ЯЩИК!
Как член нашего сообщества, вы первым получите наши специальные предложения, всю информацию о наших последних продуктах и, конечно же, массу вдохновляющих идей!
* СтранаCanadaUnited StatesMexico ——- AntiguaArgentinaAustraliaAustriaBahamasBahrainBarbadosBelgiumBermudaCanadaCayman IslandsChileChinaColombiaCosta RicaCroatiaCzech RepublicDenmarkFinlandFranceGermanyGreeceHong KongHungaryIrelandIsraelItalyJamaicaJapanJordanMexicoNetherlandsNew ZealandNorwayPeruPolandPortugalQatarSaudi ArabiaSouth KoreaSpainSt.ЛюсияШвецияШвейцарияТайваньТаиландТринидад и ТобагоТурцияТуркс и остров КайкосУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыВенесуэлаВьетнамДругое
* Кто ты?ДомовладелецПрофессиональный
* Где вы предпочитаете покупать краску PPG?Независимый дилерPPG Paint StoresThe Home Depot
* Какой сегмент вы обслуживаете больше всего?ЖилойКоммерческийМногосемейныйНовый домАрхитектор / СпецификаторДизайнерДругое
НеобходимыйМетоды ремонта дефектов в металлоконструкциях буровых установок
При длительной работе буровых установок в их металлоконструкциях могут появляться разного рода дефекты, влияющие на надежность и эффективность работы буровых установок.В большинстве случаев такими дефектами являются трещины в основном металле и металле шва, локальные механические повреждения, коррозия и др. Дефекты выявляются путем специального обследования [1, 2], по результатам которого ремонтируются элементы металлоконструкции. для возможного продления срока их службы. Рассмотрим наиболее часто встречающиеся дефекты, а также методы их устранения, основанные на рекомендациях, содержащихся в нормативных документах и технической литературе [3‐10]. Трещины в сварных швах.Сварной шов с трещиной вырубают до длины, превышающей длину трещины на 50-70 мм; Лента сварного шва нагревается горелкой до 150 ° C и сварной шов накладывается качественными электродами. Полученный шов после остывания протравливается, проверяется на качество, а зона шва окрашивается масляной краской. Трещины в основном металле элементов металлоконструкций (рис. 1). Рекомендуется следующая последовательность приварки трещин: — участок трещины шириной не менее 80 мм заделывают до металлического блеска; — концы трещин распознаются визуально, с помощью лупы, с помощью ультразвукового диагностического прибора или другими способами; — отверстия диаметром 10‐20 мм просверливаются по пути распространения трещины на расстоянии 10‐15 мм от концов трещин; — края трещин сварены швом; — концевые участки трещины нагреваются горелкой до ~ 150 ° С и трещина заваривается; — полученный сварной шов зачищают заподлицо с поверхностью основного металла наждачным кругом на шлифовальном станке; — место сварки снова зачищается и окрашивается масляной краской.Кривизна выступа (рис. 2). При f 5 мм проушина выпрямляется с локальным нагревом до 600-700 ° C. При f> 5 мм выступ заменяют новым. Локальные деформации (вмятины) в листовых и профильных (фасонных) конструкциях с открытым и закрытым сечением (рис. 3). Область вмятины заправляют и накладывают ремешок, который больше, чем вмятина, и имеет толщину s, равную толщине ремонтируемого элемента. Лента сваривается по контуру методом непрерывной наплавки качественными электродами.После остывания ремонтируемый участок окрашивают масляной краской. Локальные деформации (вмятины) в стенках труб без общего прогиба труб: общая деформация
жемчужин-призраков | Перламутровые пигменты
Золотой жемчуг-призрак Формы, нанесенные поверх черных и белых базовых покрытий.
Использование пигментов призрачного жемчуга для создания перламутрового оттенка по сравнению с другими цветами.
Наш Призрачный жемчуг состоит из крошечных прозрачных частиц слюды, микрокапсулированных в диоксиде титана.Они обеспечивают сплошной цвет по сравнению с черным и переливающийся отблеск или перламутровый оттенок по сравнению с другими цветами. Если посмотреть под микроскопом, призрачный жемчуг действительно прозрачен. Это позволяет людям видеть сквозь частицы цвета под ними. Когда используется черная основа, люди могут видеть только отражающие цвета, что создает эффект полуночного перламутрового оттенка.
Используя пигменты «Призрачный жемчуг» в краске, вы можете добиться великолепной графики и переливающихся эффектов смены цвета.Сделайте это как со светлым, так и с темным базовым слоем! Всего один пакетик призрачного жемчуга может покрыть больше, чем целый галлон прозрачного покрытия. Также используется в любой прозрачной краске, гелькоуте и порошковом покрытии. Используйте в своей искусственной глазури внутри дома или в герметике для бетона и плитки для идеального пола или бетонной столешницы!
Наши жемчужные порошки различаются по размеру частиц. Они чрезвычайно долговечны для использования в вашем прозрачном пальто. Также работает с порошковой окраской. У них есть невероятное разнообразие других применений, начиная от глазури для керамики, искусственной отделки дома, трафаретной печати, театрального дизайна и производства пластмасс.Что делает жемчуг таким универсальным и долговечным? Наши жемчужины представляют собой крошечные частицы слюды (очень блестящие минеральные частицы), микрокапсулированные в оболочке из оксида титана. Эта оболочка из оксида титана разной толщины по-разному отражает свет, создавая видимость изменения цвета. Нет цветных пигментов, которые можно было бы выцветать! Выдерживает температуру до 1600 градусов по Фаренгейту (900 C). Ваш базовый слой все еще виден, но он будет иначе отражаться при попадании прямого света. Это придаст вашей индивидуальной жемчужной краске или порошковому покрытию легкий реактивный эффект.Жемчуг-призрак выглядит совершенно по-другому, нанесенный на базовое покрытие разного цвета. Они могут акцентировать белый, зеленый или красный цвет. Они создадут яркие «полуночные» цветовые эффекты на черном фоне. Например, если вам нужен яркий темно-синий цвет, используйте нашу жемчужину призрака синего оттенка, нанесенную на черный.
Paint With Pearl существует с 2005 года. Посетите наш старый сайт.
Краски для непосредственного нанесения на металл (DTM)
Окраска металла всегда была более сложной задачей, чем окраска других материалов.Не все покрытия совместимы с металлом, во многом это связано с поверхностным натяжением. Обычные покрытия не прилипают к металлу так же хорошо, как к таким поверхностям, как дерево или гипс. Кроме того, металлические поверхности могут окисляться и ржаветь, вызывая серьезные проблемы с безопасностью и проектированием.
Поэтому перед покраской важно продумать правильную стратегию.Чтобы нанести на металл эффективное покрытие, аппликаторы должны учитывать две вещи: подготовка поверхности и тип используемой краски.
Краска непосредственно на металл (DTM) защитное покрытие, разработанное специально для этой цели. Как следует из названия, этот тип покрытия наносится прямо на металлическая подложка.
Из-за дополнительных проблем, связанных с покраской металла, даже передовая технология, такая как краска DTM, может вызвать у пользователей некоторые вопросы. В следующей статье обсуждаются эти конкретные вопросы, чтобы помочь облегчить некоторые из распространенных проблем, с которыми могут столкнуться аппликаторы.
Что такое DTM Paint?
DTM очень хорошо характеризует свое название.Этот тип покрытия следует наносить непосредственно на металлическую основу, придает окрашенной конструкции красивый архитектурный вид и защищает от атмосферных воздействий. Кроме того, этот тип покрытия требует минимальной подготовки поверхности и действует как грунтовка, так и финишное покрытие.
Краски DTM специально разработаны для совместимости с металлом, чтобы облегчить многие из проблем, с которыми сталкиваются аппликаторы, пытаясь покрыть металл стандартными покрытиями.DTM также служат для множества практических целей в проектах.
В настоящее время на рынке представлено несколько типов красок DTM, в том числе:
- Акрил на водной основе DTM: Этот тип DTM содержит низкое содержание летучих органических соединений, что делает его экологически чистым и негорючим. Это применимо как к внутренней, так и к внешней среде.
- На основе растворителя DTM: Этот тип покрытия известен своей легкостью в использовании.Однако он, как правило, содержит больше летучих органических соединений, что делает его менее безопасным для окружающей среды. Кроме того, краски на основе растворителей легко воспламеняются.
Для чего можно использовать краску DTM?
Краски DTM можно наносить как на внутренние, так и на внешние металлические поверхности. Если покрытие представляет собой акриловую краску на водной основе, ее можно использовать на различных металлах, потому что его сильных адгезионных свойств.Кроме того, он устойчив к водопоглощению и атмосферным воздействиям, добавление повышенной защиты любых конструкций, подверженных воздействию внешней среды.
Помимо создания приятной с архитектурной точки зрения отделки металлических конструкций, Еще одна привлекательность красок DTM — защита металла от ржавчины и коррозии. Это двойное назначение и простота использования способствуют нынешней популярности подобных покрытий.
Возможности не ограничиваются перечисленными выше элементами. Краски DTM можно наносить практически на любую стандартную металлическую поверхность. Некоторые из наиболее распространенных совместимых оснований включают: сталь, бетон, кирпичную кладку и алюминий.
Применение краски DTM может быть самым разнообразным в контексте окраски и защиты металлических поверхностей.В общем, краски DTM сводятся к двум основным целям: добавить эстетически приятное покрытие для ваших поверхностей, и для защиты от внешних воздействий и увеличения долговечности металлических конструкций.
Требуется ли грунтовка для краски DTM?
Для уточнения характеристики краски DTM, которая дала покрытие такое название, этот вид краски не требует грунтовки.DTM разработан для нанесения с минимальной подготовкой поверхности и действует как комбинация грунтовки и верхнего покрытия.
Такой состав экономит время, деньги и деньги аппликаторов. и ресурсы, так как для правильного нанесения ЦМР на металл требуется только один продукт. При таком подходе «два в одном» требуется меньше краски, и эти проекты выполняются быстрее.
Подбор подходящей грунтовки для краски может усложнить нанесение. Краска DTM избавляет от необходимости искать высококачественное покрытие, совместимое с выбранным верхним слоем.
Примечание: Есть исключение из этого правила, если предполагаемая поверхность уже заржавела.Если на вашей поверхности есть ржавчина, которую невозможно удалить, это может повлиять на нанесение DTM и требуется использование грунтовки.
Преимущества краски DTM
Итак, каковы преимущества краски DTM? Эти пули разрушают все, что аппликатор может ожидать от покрытия DTM.
В целом эта технология приносит значительную пользу строительным проектам. Как инструмент, специально разработанный для профессионального обслуживания, он обеспечивает все перечисленные выше преимущества.
Как пользоваться краской DTM?
Краска и подготовка поверхности
Покрытия DTM могут облегчить процесс нанесения, но все же необходимо помнить о нескольких важных шагах при нанесении покрытия на поверхность.
При использовании покрытия два в одном подготовка поверхности значительно сокращается, поскольку аппликаторы получить, чтобы пропустить этап нанесения грунтовки. Однако для полного эффекта DTM и эстетичного результата необходимо Важно убедиться, что основание, на которое наносится покрытие, подготовлено правильно.
Перед нанесением поверхность необходимо очистить, чтобы обеспечить адекватную адгезию.Эта очистка включает удаление посторонних материалов, таких как масло, жир, грязь или рыхлая ржавчина. Для достижения этой чистоты можно использовать несколько стратегий.
Металлическую щетку можно использовать для удаления ржавчины или отслаивающейся краски с поверхности основания. Оставшуюся грязь или посторонние предметы можно удалить, просто протерев их влажной тканью.Между тем, ацетон можно использовать для удаления таких веществ, как жир или масло.
Перед началом нанесения важно перемешать краску.
Процесс подачи заявки
Со свежеочищенной поверхностью и тщательно перемешанной краской покрытие готово к нанесению.Большинство ЦМР наносятся кистью, валиком или распылителем. Тем не менее, рекомендуется использовать метод распыления. способ нанесения, потому что его легче использовать на металле. Tizbi Technologies рекомендует использовать наконечник распылителя 0,015 дюйма и регулировать давление до 1500 фунтов на кв. Дюйм.
Важно следить за рекомендуемой скоростью нанесения и толщиной используемого продукта.Толщина может существенно повлиять на получаемое покрытие. Тем не мение, имейте в виду, что фактические нормы могут варьироваться в зависимости от метода нанесения и используемого субстрата.
На время высыхания могут влиять такие факторы, как толщина покрытия, температура, влажность и вентиляция. По окончании работы инструменты и другие материалы можно легко очистить водой.
В целом подготовка, применение и окончательная очистка Краска DTM намного проще, чем альтернативные методы нанесения покрытия. Коллективно Использование DTM экономит аппликатор много ресурсов и времени.
Краска TizbiTec DTM
Ищете надежную краску DTM для металлических конструкций? Проверить Краска TizbiTec DTM.Этот продукт предлагает все атрибуты, описанные выше, придание вашим поверхностям красивого полуматового покрытия и защиты от внешних воздействий.
Tizbi Technologies поставляет надежные продукты для профессиональный строительный рынок, прочный и высокопроизводительный. Положитесь на нашу продукцию, чтобы обеспечить именно тот результат, которого вы искали.