
Электростатическая покраска — технология и особенности нанесения
Электростатическая покраска — это нанесение на поверхность краски с использованием сил взаимодействия между неподвижными точечными электрическими зарядами (кулоновская сила). Лакокрасочный материал (чаще всего на основе воды, но существуют варианты и с органическим растворителем) наносится с помощью специального покрасочного пистолета.
Технология
Впервые электростатический распылитель был использован в 1941 году американским изобретателем Г. Рансбургом. Методика подразумевала использование электрических полей, по которым передвигаются заряженные частицы краски. Жидкий лакокрасочный материл вступает во взаимодействие с электродом, расположенным в пистолете, в результате чего краске передается высоковольтный отрицательный заряд (60-100 кВт). Заряженные частицы, выйдя из сопла краскопульта, направляются по линиям электростатического поля к заземленному изделию, на которое наносится ЛКМ.
Окрасочный факел возникает благодаря обоюдному отталкиванию заряженных частиц лакокрасочного материала.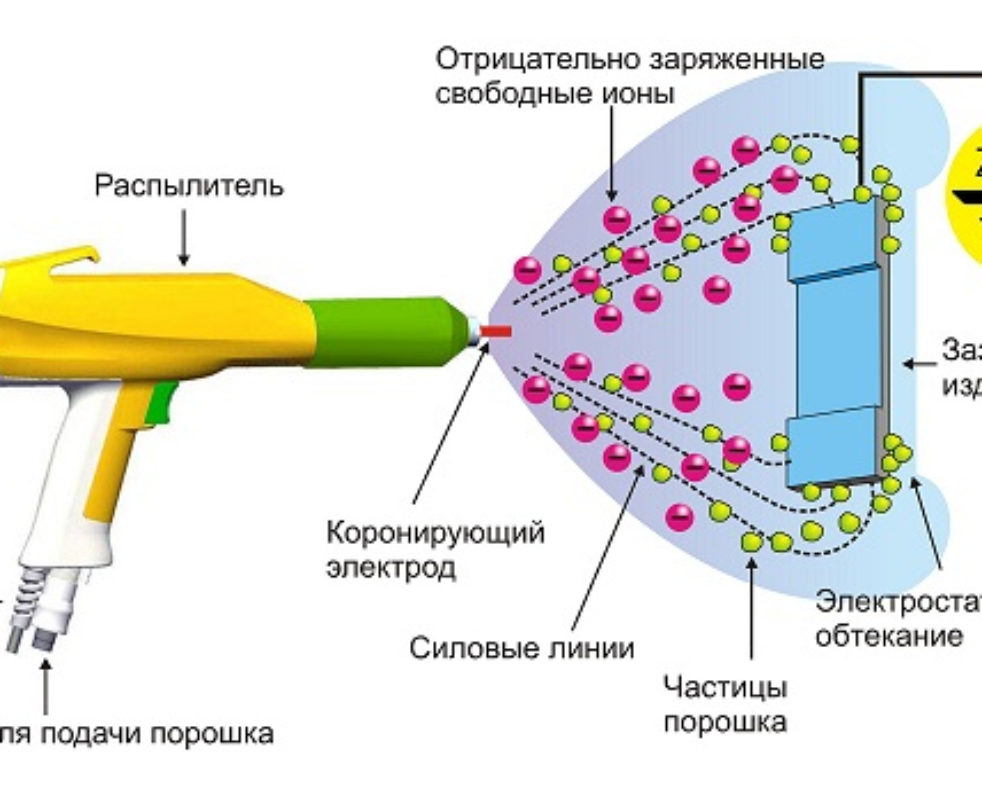 Важное отличие данной технологии от других методов состоит в отсутствии необходимости в красочном тумане, так как частицы направляются по заданным линиям. Коэффициент переноса краски может колебаться от 70 до 98 процентов. Показатель переноса зависит от проводимости окрашиваемого материала, формы изделия и других косвенных факторов.
Важное отличие данной технологии от других методов состоит в отсутствии необходимости в красочном тумане, так как частицы направляются по заданным линиям. Коэффициент переноса краски может колебаться от 70 до 98 процентов. Показатель переноса зависит от проводимости окрашиваемого материала, формы изделия и других косвенных факторов.
Электростатический способ позволяет сократить расход ЛКМ, а сам процесс покраски делает проще. При окрашивании металлических труб традиционным способом нужно несколько раз переворачивать изделие. В случае же с электростатическим пистолетом деталь поворачивать нет необходимости, так как заряженные частицы направляются по силовым линиям и легко огибают препятствия. Окрашивание осуществляется очень равномерно, поскольку на уже обработанном месте краска отталкивает излишки поступающего материала.
к содержанию ↑Типы распыления
Применяются два вида электростатического распыления — классическое и каскадное. Классика предполагает, что по высоковольтному кабелю на электростатический краскопульт поступает постоянный ток под высоким напряжением. Классическая схема имеет ряд существенных недостатков. Прежде всего, речь идет о нестабильности напряжения в пистолетном электроде. Кроме того, красить достаточно неудобно, так большой кабель стесняет в действиях, а для отключения электропитания нужно всякий раз добираться до трансформатора.
Классическая схема имеет ряд существенных недостатков. Прежде всего, речь идет о нестабильности напряжения в пистолетном электроде. Кроме того, красить достаточно неудобно, так большой кабель стесняет в действиях, а для отключения электропитания нужно всякий раз добираться до трансформатора.
В каскадной методике высокое напряжение формируется не вовне, а в самом пистолете. К пистолету по низковольтному кабелю направляется напряжение всего лишь в 12 В, а уже внутри устройства происходит генерация высокого напряжения. Преобразование осуществляется на каскаде краскопульта. Применяемый кабель тонок и гибок, благодаря чему работать с ним очень удобно.
Каскадный способ позволяет отключать поступление электричества независимо от генератора, а также контролировать уровень напряжения, выбирая подходящий для того или иного вида материала. Само напряжение отличается высокой стабильностью, что позволяет существенно сократить расход ЛКМ. Главный недостаток каскадного распыления — высокая стоимость оборудования. Однако затраты быстро окупаются за счет экономичности данной технологии.
Однако затраты быстро окупаются за счет экономичности данной технологии.
Электростатическое распыление имеет некоторые ограничения, диктуемые следующими обстоятельствами:
- Свойствами лакокрасочного материала. Чтобы краска правильно заряжалась на электроде, необходимо сопротивление на уровне не меньше 30 кОм. В противном случае эффективность покраски в электростатическом поле радикально сокращается. В качестве примера лакокрасочного материла с низким уровнем сопротивления можно привести составы со значительными добавками металлической пудры (к таковым относятся эмали типа «металлик»). До последнего времени электростатическое окрашивание не использовалось при нанесении водорастворимых красок, так как существовал высокий риск коротких замыканий по причине электропроводимости жидкости. Последние модели оборудования для электростатического окрашивания позволяют работать с водорастворимыми ЛКМ.
- Свойствами материала. Не проводящие ток изделия, такие как пластик и древесина, окрашивать сложно.
 Облегчить процесс можно при помощи специальных токопроводящих грунтов (в случае с пластиком) или увлажнения (для древесины).
Облегчить процесс можно при помощи специальных токопроводящих грунтов (в случае с пластиком) или увлажнения (для древесины). - Формой окрашиваемой детали. Как было сказано выше, электростатический метод позволяет окрашивать изделия разных форм, однако в замкнутом токопроводящем контуре напряжение электростатического поля равняется нулю. Поэтому в глубоких выемках отсутствует электрическое поле, из-за чего на такие участки не попадают частицы лакокрасочного материала. Более того, не попадая во всевозможные впадины, краска концентрируется на других участках (например, на кромках), что приводит образованию слишком толстого слоя покрытия. Чтобы избежать подобных проблем (их называют контуром Фарадея), окрашивание труднодоступных мест осуществляется обычным краскопультом — безвоздушным или пневматическим.
 Облегчить процесс можно при помощи специальных токопроводящих грунтов (в случае с пластиком) или увлажнения (для древесины).
Облегчить процесс можно при помощи специальных токопроводящих грунтов (в случае с пластиком) или увлажнения (для древесины).Краскопульт «Star 3001»
В качестве примера разберем краскораспылитель «Star 3001». В данном аппарате применяется каскадный способ образования высокого напряжения.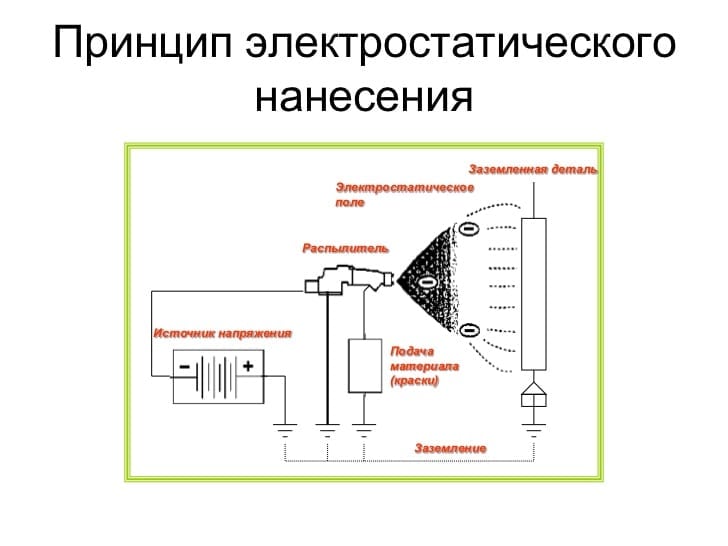 Изготавливаются как механические, так и автоматические модификации оборудования. Обе модели могут работать как с безвоздушным распылением, так и с воздушной смесью.
Изготавливаются как механические, так и автоматические модификации оборудования. Обе модели могут работать как с безвоздушным распылением, так и с воздушной смесью.
Для водорастворимых ЛКМ и для красок на базе растворителя также существуют отдельные модификации. Каждая модель, в зависимости от ее предназначения, может значительно отличаться по используемым в ней материалам, а также иметь свои конструктивные особенности.
Таким образом, ассортимент оборудования широк, поэтому перед покупкой нужно определиться с тем, как будет использоваться электростатический пистолет. Аппарат «Star 3001» предназначен для работы с ЛКМ на водной основе. Это означает защищенность устройства от короткого замыкания, поскольку конструкция произведена из специального материала. А вот для работы с органическим растворителем «Star 3001» не подходит, поэтому нужно поискать модификацию, корпус которой инертен по отношению к растворителям.
Проблема с контуром Фарадея в распылителе данной модели решается отключением электропитания. При отсутствии питания ЛКМ распыляется только под воздействием давления. Клавиша управления напряжением располагается прямо на корпусе краскопульта, что очень удобно. Кроме того, давление можно контролировать своими руками — достаточно нажать на курок. Пистолет также оснащен памятью, благодаря чему поддерживается до трех вариантов электростатического поля на каждый вид краски.
При отсутствии питания ЛКМ распыляется только под воздействием давления. Клавиша управления напряжением располагается прямо на корпусе краскопульта, что очень удобно. Кроме того, давление можно контролировать своими руками — достаточно нажать на курок. Пистолет также оснащен памятью, благодаря чему поддерживается до трех вариантов электростатического поля на каждый вид краски.
Немаловажный параметр любого применяемого лакокрасочного материала — электрическая сопротивляемость. Вместе с аппаратом «Star 3001» поставляется зонд, который тестирует ЛКМ на сопротивляемость, тем самым обеспечивая наилучший показатель для электростатического поля.
Несмотря на техническую оснащенность, такой краскораспылитель отличается простотой обслуживания. Корпус легко разбирается, после чего все механизмы доступны визуальному наблюдению. В случае поломки замене подлежат любые детали пистолета. Это обстоятельство позволяет упростить ремонтные работы, а также удешевить их.
Следует отметить малый вес устройства — всего 900 граммов. Благодаря легковесности, работать с аппаратом физически не тяжело, а за счет эргономичной рукоятки еще и удобно.
Благодаря легковесности, работать с аппаратом физически не тяжело, а за счет эргономичной рукоятки еще и удобно.
Для промышленного применения разработана модификация «LARIUS 2 Paint Systems». В такой системе применяется двойная диафрагма, за счет которой краска нагнетается под малым давлением.
к содержанию ↑Применение технологии в России
Технология электростатической покраски характеризуется множеством достоинств. Однако в российских условиях применение электростатического распыления пока не нашло массового применения. Основная причина в отсутствии достаточного количества квалифицированных специалистов. Само по себе оборудование отличается сложным устройством, им надо уметь пользоваться, в противном случае вместо электростатического напыления краска будет распыляться обычным образом, что не даст планируемого эффекта.
Еще одна сложность — поиск ЛКМ с нужным уровнем электропроводности. Если показатель будет отличаться от заданного, его можно поменять, но в любом случае без исходной информации не обойтись. При этом выяснить уровень электропроводности зачастую невозможно ни у продавцов, ни у производителей. В результате единственный выход — покупка ЛКМ западного производства, которые существенно дороже отечественных образцов.
При этом выяснить уровень электропроводности зачастую невозможно ни у продавцов, ни у производителей. В результате единственный выход — покупка ЛКМ западного производства, которые существенно дороже отечественных образцов.
Следующий важный фактор — обеспечение качественного заземления. В большинстве случаев это условие должным образом не выполняется. При отсутствии же заземления маляр будет красить не только поверхность, но и самого себя.
Также следует сказать об одном популярном заблуждении: многие маляры считают, что чем больше факел, тем быстрее будет окрашена поверхность. Однако на практике все не так, и увеличение факела лишь превращает электростатический аппарат в обычный краскопульт.
Электростатическая окраска, безусловно, имеет большие перспективы применения. В продаже имеется необходимое оборудование, а технология является хорошо изученной. Однако для большего распространения нанесению краски электростатическим способом нужно специально обучаться, а затем проверять знания на практике.
Однако для большего распространения нанесению краски электростатическим способом нужно специально обучаться, а затем проверять знания на практике.
Электростатическая окраска — ОКРАСКА ПРО
УСЛУГИ / ОКРАСОЧНЫЕ РАБОТЫ /
ЭЛЕКТРОСТАТИЧЕСКАЯ ОКРАСКА
Если бы этот метод окрашивания не был изобретен в ходе экспериментов американского ученого Геральда Рансбурга, то его следовало придумать, потому что гениальность идеи лежит на поверхности.
Принцип электростатической покраски заключается в том, что в процессе распыления жидкий лакокрасочный материал , соприкасаясь с электродом, которым оборудован каждый электростатический краскораспылитель, получает высоковольтный отрицательный заряд (примерно 60-100 кВ), и после распыления его частицы направленно движутся к заземленному окрашиваемому изделию по силовым линиям электростатического поля, возникающим между краскораспылителем и изделием. Безусловно электростатический эффект позволяет сократить потери лакокрасочных материалов, которые и при воздушном и при безвоздушном распылении весьма ощутимы, особенно при окраски больших объемов металлоконструкций. Коэффициент переноса краски при электростатическом методе окрашивания составляет 80-98%, и безусловно, что таких показателей любым другим методом напыления лакокрасочных материалов добиться очень сложно.
Коэффициент переноса краски при электростатическом методе окрашивания составляет 80-98%, и безусловно, что таких показателей любым другим методом напыления лакокрасочных материалов добиться очень сложно.
Электростатический метод абсолютно оправдан при окрашивании мелких решетчатых металлоконструкций и металлоконструкций сложной формы и архитектуры.
Например: различные оконные и каминные решетки, ограды; строительные решетчатые металлоконструкции башен связи, опор, ферм.
Описание технологии
Принцип электростатической покраски заключается в том, что в процессе распыления жидкий лакокрасочный материал, со прикасаясь с электродом, которым оборудован каждый электростатический краскораспылитель, получает высоковольтный отрицательный заряд (примерно 60-100 кВ), и после распыления его частицы направленно движутся к заземленному окрашиваемому изделию по силовым линиям электростатического поля, возникающим между краскораспылителем и изделием.
Лакокрасочные материалы подаются в краскораспылитель, в зависимости от метода: с помощью сжатого воздуха – пневматическое электростатическое распыление, или с помощью гидравлической подачи материала под высоким давлением через специальное сопло – безвоздушное электростатическое распыление.
Последующее формирование окрасочного факела происходит вследствие взаимного отталкивания одноименно заряженных частиц лакокрасочных материалов. Кроме этого, силы электростатического поля направляют движение заряженных частиц краски, препятствуя образованию окрасочного тумана и способствуя повышению коэффициента переноса материала на окрашиваемое изделие.
Помимо экономии лакокрасочных материалов, электростатическая покраска во многом облегчает и ускоряет процесс его нанесения. Например, при окраске таких конструкций, как трубы, при традиционном способе окраски потребовалось бы наносить материал, переворачивая изделие 3-4 раза, чтобы равномерно прокрасить его со всех сторон, в то время, как метод электростатической покраски позволяет окрашивать трубу в 1 проход, поскольку частицы краски будут двигаться по изогнутым линиям электростатического поля, огибая трубу со всех сторон.
Ограничения.

1. Свойства ЛКМ. Для того чтобы ЛКМ смог должным образом зарядиться на электроде, его сопротивление должно быть не менее 30 кОм, иначе эффективность окраски в электростатическом поле резко снизится. Примером ЛКМ с низким сопротивлением могут служить материалы, в состав которых входит большое количество металлической пудры, например, эмали с эффектом «металлик».
До недавнего времени практически невозможно было использовать метод электростатической окраски для нанесения водоразбавляемых материалов, поскольку существовала опасность возникновения короткого замыкания вследствие высокой электропроводимости воды. Однако, новое поколение оборудования для электростатической окраски, благодаря специальному исполнению каждого компонента, позволяет наносить как традиционные, так и водоразбавляемые материалы.
2. Свойства поверхности. Также существуют определенные сложности при окраске нетокопроводящих изделий, например, пластиков или древесины. Но и здесь можно найти приемлемые решения: например, на пластик можно нанести традиционными способами токопроводящий грунт, а древесину предварительно увлажнить – а затем нанести ЛКМ с помощью электростатической окраски.
Но и здесь можно найти приемлемые решения: например, на пластик можно нанести традиционными способами токопроводящий грунт, а древесину предварительно увлажнить – а затем нанести ЛКМ с помощью электростатической окраски.
3. Форма окрашиваемого изделия. Как было показано выше, заряженные частицы ЛКМ движутся по силовым линиям электростатического поля, возникающего между краскораспылителем и изделием. Но в замкнутом токопроводящем контуре напряженность электростатического поля равна нулю, поэтому если изделие имеет карманы, глубокие впадины и т.д., то частицы ЛКМ не смогут попасть внутрь, поскольку там электрическое поле не существует, и они будут оседать на других частях этого изделия. Например, на кромках и выступах напряженность электростатического поля будет максимальной, поэтому в этих местах возможно образование покрытий с толщиной больше средней.
Для того чтобы покрасить подобные труднодоступные места (именуемые также контуром Фарадея), рекомендуется отключить подачу электрического тока, тем самым на время превратив электростатический краскораспылитель в традиционный пневматический или безвоздушный.
Современные электростатические краскораспылители, которые устанавливаются на установки комбинированного распыления, оснащены генерирующей турбиной внутри корпуса. Турбина работает от сжатого воздуха подающимся в пистолет, краска в пистолет подается гидравлическим безвоздушным методом. Оригинальная конструкция позволяет по мере необходимости включать и отключать напряжение и производить окрашивание как электростатическим методом, так и пневматическим распылением.
“АКЗ-ЦЕНТР” – не мог обойти стороной такой экономичный и удобный метод окрашивания как электростатическая окраска и применяет этот метод в своей практике для окрашивания мелких и крупных решетчатых металлоконструкций на объектах наших заказчиков.
Бесплатную консультацию нужно получить по телефону или задайте Ваш вопрос по электронной почте
+ 7 (495) 532-93-61 [email protected]
Установки электростатической окраски — КиберПедия
Сущность метода окраски распылением в электростатическом поле высокого напряжения (до 140 кВ) состоит в том, что между окрашиваемым изделием и коронирующим электродом создается постоянное электрическое поле, в которое вводится распыленный лакокрасочный материал.
Схема установки для окрашивания деталей в электрическом поле с электромеханическим распылением краски показана на рис. 10.
Высоковольтный трансформатор 1повышает напряжение до 100-140 кВ; ток высокого напряжения выпрямляется выпрямителем 2и подводится к электромеханическим распылителям 8, около которых возникает электрическое поле.
Рис. 10. Схема установки для электроокраски
Окрашиваемые детали 6 перемещаются конвейером 5. При этом ролики с петлями, подвесками и деталями, свободно сидящие на конце хвостовика, соединенного с цепью конвейера 5, катятся по направляющей планке, жестко укрепленной в камере 9,

Конвейер с металлическими деталями заземлен, а электродвигатель 10 и зубчатые передачи устанавливаются на изоляционных стойках; поэтому, перемещаясь в электрическом поле около наэлектризованных распылителей, металлические детали
6 приобретают наведенный заряд, противоположный по знаку заряду распылителей. Насос 3 по изолированному шлангу и трубчатым осям 7 распылителей подает краску на внутренние поверхности головок распылителей, приводимых во вращение электродвигателем посредством зубчатых передач с частотой вращения около
Под действием центробежной силы краска слоем стекает на острые кромки головок распылителей и распыляется.
В пространстве между распылителями и окрашиваемыми изделиями непрерывно создается аэрозоль из электрически заряженных частиц краски. Под действием электрического поля заряженные частицы краски движутся к противоположно заряженным металлическим изделиям и осаждаются на них ровным

Вентиляция красочной камеры от растворителей производится с помощью вытяжного устройства 4.
Окрашивание в электрическом поле имеет следующие преимущества:
а) значительная экономия лакокрасочных материалов
(до 40 ÷ 50 % по сравнению с обычной окраской воздушным распылителем), существенное уменьшение туманообразования при распылении краски;
б) возможность нанесения слоя краски любой практически необходимой толщины
в) равномерное покрытие;
г) высокая производительность окраски;
д) полная автоматизация процесса окрашивания, улучшающая санитарно-гигиенические условия труда.
Полнота осаждения распыленной краски характеризуется коэффициентом осаждения
,
где а – масса краски, осевшей на окрашиваемые изделия; – масса распыленной краски.
На величину коэффициента, осаждения при окрашивании
в электрическом поле с применением воздушного распыления краски влияют: разность потенциалов; расстояние между коронирующими электродами и окрашиваемыми деталями; давление воздуха, распыляющего краску; материал окрашиваемых деталей; форма коронирующих электродов и т. п.
п.
| Рис. 11. Кривая зависимости | Кривая зависимости коэффициента осаждения краски от напряжения на электродах показана на рис. 11. При повышении напряжения на электродах с 50 до 100 кВ коэффициент осаждения растет от 45 до 93 %. Дальнейшее повышение напряжения практически не изменяет коэффициент осаждения. Установлено, что коэффициент осаждения краски изменяется примерно одинаково как с |
повышением напряжения на электродах, так и с уменьшением расстояния между коронирующими электродами и окрашиваемыми деталями.
Различают два типа высоковольтных систем электростатических краскораспылителей: классическую и каскадную.
В случае классических (внешних) высоковольтных систем рис. 12 высокое напряжение постоянного тока подается непосредственно на краскораспылитель от трансформатора (источника высокого напряжения) при помощи высоковольтного кабеля.
К достоинствам краскораспылителей, в которых используется классическая высоковольтная технология, относятся простота конструкции и отсутствие электронных элементов в корпусе краскораспылителя; сравнительно малый вес краскораспылителя, встроенная защита от короткого замыкания; меньшая стоимость краскораспылителя и хорошая ремонтопригодность, а к недостаткам – нестабильность высокого напряжения на электроде, отсутствие независимого выключателя электрического питания на краскораспылителе.
| Рис. 12. Ручной краскораспылитель (пистолет) классический |
В каскадных (встроенных) высоковольтных системах
(рис. 13)высокое напряжение постоянного тока генерируется на специальном каскадном трансформаторе, встроенном в краскораспылитель. При этом напряжении 12 В постоянного тока подается на краскораспылитель при помощи низковольтного кабеля, а затем преобразуется на каскаде в высокое напряжение постоянного тока.
К достоинствам краскораспылителей с каскадной высоковольтной технологией относятся:
– стабильность высокого напряжения на электроде и связанная с этим равномерность зарядки материала;
– наличие встроенного в краскораспылитель регулятора высокого напряжения и независимого выключателя электрического питания.
Рис. 13. Электростатический распылитель с каскадной
высоковольтной системой высокого напряжения
Окрашивание изделий с современными электростатическими краскораспылителями в виде пистолета (рис. 13, 14) намного облегчает покраску изделий в труднодоступных местах или окрашивание, например, конструкции труба. Для равномерного окрашивания трубы традиционным методом, пришлось бы переворачивать ее несколько раз. Электростатическое распыление препятствует образованию окрасочного тумана (рис. 14). Корпус пистолета меньше по габаритам, легче по весу и легко управляем. Расход материала небольшой.
13, 14) намного облегчает покраску изделий в труднодоступных местах или окрашивание, например, конструкции труба. Для равномерного окрашивания трубы традиционным методом, пришлось бы переворачивать ее несколько раз. Электростатическое распыление препятствует образованию окрасочного тумана (рис. 14). Корпус пистолета меньше по габаритам, легче по весу и легко управляем. Расход материала небольшой.
| Рис. 14. Направление движения частиц лакокрасочного материала |
Заряженные частицы ЛКМ движутся к окрашиваемому изделию по силовым линиям электростатического поля (рис. 15, а, б).
а б
Рис. 15. Виды распылений: а – традиционное распыление;
б – электростатическое распыление
В состав установки (рис. 16) для электростатической окраски, как правило входят краскораспылитель, источник высокого напряжения, воздушные и материальные шланги, питающие кабель, кабели заземления, оборудование во взрывозащищенном исполнении для подачи лакокрасочного материала (ЛКМ) на краскораспылитель, причем наличие в системе электростатического тока высокого напряжения обязывает строго соблюдать правила безопасности и тщательно заземлять основные элементы установки.
Рис. 16. Установка для нанесения лакокрасочного
материала в электростатическом поле
У электростатического метода окраски есть и свои ограничения. Например, у лакокрасочного материала, распыляемого этим методом, должно быть сопротивление электрическому току не менее 30 кОм, иначе резко падает эффективность окраски. До сих пор не все краскопульты могут распылять краску на основе воды, поскольку из-за высокой электропроводности воды существует возможность короткого замыкания.
Второе ограничение – это сложность окраски нетокопроводящих изделий, но с этим можно бороться, если наносить на поверхность изделий токопроводящие вещества, например, древесину перед покраской увлажнить. Последним ограничением служит форма изделия.
В некоторых случаях на окрашиваемой детали возникают участки, до которых не доходят линии электростатического поля. Такие участки называются контуром Фарадея. Участки эти возникают в карманах или глубоких впадинах, здесь электростатические контуры замкнуты на сам объект окраски. Поскольку в эти места не идут электростатические линии, то и краска туда попадать не будет. Новый краскопульт (рис. 17) от компании Larius устраняет две проблемы из трех перечисленных.
Поскольку в эти места не идут электростатические линии, то и краска туда попадать не будет. Новый краскопульт (рис. 17) от компании Larius устраняет две проблемы из трех перечисленных.
Рис. 17. Замкнутый токопроводящий контур, куда не
доходят линии электростатического поля
Контрольные вопросы
1. Сущность метода окраски распылением в электростатическом поле высокого напряжения.
2. Какие существуют схемы для окрашивания деталей.
3. Назовите установки для окрашивания деталей.
4. Достоинства и недостатки установок для окрашивания деталей.
5. Какие существуют ограничения к применению электроустановок для окрашивания изделий?
6. Назовите электрооборудование, применяемое в электроустановках для нанесения краски на детали.
Литература
1. Фролов, Ю. М. Основы электроснабжения: учеб. пособие для студентов вузов / Ю. М. Фролов, В.П. Шалякин – Санкт-Петербург: Лань, 2012, – 480 с.
М. Фролов, В.П. Шалякин – Санкт-Петербург: Лань, 2012, – 480 с.
http://e.lanbook.com/books/emelent.php?pll_cid=25&pll_id=454
2. Кудрин Б.Н. Системы электроснабжения: учеб. пособие [для студ. вузов, обучающихся по специальности «Электроснабжение» направления подготовки «Электроэнергетика»]. – Москва: Академия, 2011. – 352 с.
3. Правила технической эксплуатации электроустановок потребителей. – Новосибирск: Сибирское университетское издательство, 2011. – 192 с.
http://www/bibioclub.ru/index.php?page=book&id=57238
4. Анчарова, Т. В. Справочник по электроснабжению
и электрооборудованию промышленных предприятий и общественных зданий / Т. В. Анчарова, [и др.]; под общ. ред. С. И. Гамазина [и др.]; – М. : Издательский дом МЭИ, 2010 – 745 с.
5. Красник, В. В. Правила устройства электроустановок
в вопросах и ответах: Пособие для изучения и подготовки к проверке знаний. – М. : ЭНАС, 2009. – 512 с.
http://www/bibioclub. ru/index.php?page=book&id=58077
ru/index.php?page=book&id=58077
6. Разгильдеев, Г.И. Экслуатация систем электроснабжения (техническое обслуживание электрооборудования) : учеб. пособие [для студентов вузов, обучающихся по специальности 140211 «Электроснабжение»] / ГОУ ВПО «Кузбас. гос. техн. ун-т» Кемерово, 2010 – 156 с.
7. Анцев, И. Б. Основы проектирования систем электроснабжения: [справ. пособие] / НОУ ДПО «Учеб.-метод. центр «Электро Сервис» – СПб., 2010 – 664 с.
безвоздушная, электростатическая и другие, инструкция, видео и фото
Если для покраски в бытовых целях достаточно кистей или валика, то на предприятиях и строительных площадках объемы работ такие, что без специального оборудования просто не обойтись. Кроме того, существуют составы, которые предназначены для нанесения исключительно механизированным способом.
Промышленное оборудование для покраски
На сегодняшний день существует довольно много разновидностей оборудования для покраски, поэтому далее мы рассмотрим основные из них, и ознакомимся с их достоинствами и недостатками.
Виды окрасочного оборудования
Итак, все существующее оборудование можно условно поделить на два типа:
- Предназначенное для бытовых целей и использования небольшими строительными бригадами;
- Для использования в промышленных целях.
Различия между этими типами, как не сложно догадаться, заключается, в первую очередь, в мощности и производительности. Естественно, цена на профессиональные устройства значительно выше.
Кроме того, оборудование различается по типу действия.
Оно бывает:
- Пневматическим;
- Безвоздушным;
- Комбинированным;
- Механическим;
- Электростатическим.
Теперь подробней ознакомимся с каждым из них.
Пневматическое устройство для покраски под высоким давлением
Пневматическое
Пневматическое оборудование делится на два типа:
- Аппараты высокого давления;
- Аппараты низкого давления.
Устройства высокого давления
Машины первого типа работают в паре с компрессором или мощным насосом, который встроен в сам агрегат. Для работы таких устройств необходимо давление в системе около 2-6 атмосфер, именно от него и от диаметра сопла зависит качество распыления.
Для работы таких устройств необходимо давление в системе около 2-6 атмосфер, именно от него и от диаметра сопла зависит качество распыления.
Данный вид красящих устройств является наиболее распространенным, благодаря универсальности. Применяют такое оборудование для покраски фасадов зданий, внутренних стен, кровель и других поверхностей с большой площадью.
Кроме того, такие устройства обеспечивают предельно простой процесс покраски. Но, в то же время нет более расточительного и экологически грязного метода покраски, чем пневматический, так как большое количество материала уходит на туманообразование.
Обратите внимание! При работе с оборудованием пневматического действия, необходимо защитить органы дыхания респиратором.
На фото – аппарат для пневматической покраски низкого давления
Аппараты низкого давления
Оборудование низкого давления тоже использует воздух для покраски, однако, в этом случае нет необходимости в избыточном давлении, как правило, оно составляет до одной атмосферы. Воздух в этом случае нагнетается многоступенчатой турбиной на электрическом приводе.
Воздух в этом случае нагнетается многоступенчатой турбиной на электрическом приводе.
Комбинированное оборудование
Устройства данного типа содержат в себе признаки безвоздушного и пневматического оборудования.
Принцип работы таких аппаратов следующий:
- Краска подается на сопло под высоким давлением.
- С боков сопла имеются форсунки, которые подают воздух под низким давлением.
Благодаря такой схеме работы, материал не расходуется на туманообразование, как при пневматической покраске. Это в первую очередь позволяет снизить расход краски. Кроме того, не нарушаются экологические нормы, и отпадает необходимость в использовании мощных вентиляторов при нанесении краски внутри помещений.
Устройство для комбинированного распыления ЛКП
Таким образом, комбинированные аппараты существенно снижают стоимость работ. При этом, инструкция по покраске остается такой же, как и при использовании пневматических машин.
Надо сказать, что распылительные головки бывают нескольких типов:
- С прямой подачей воздуха в факел;
- С отраженной подачей воздуха;
- С прямой и обратной подачей воздуха.

Разные типы головок, позволяют получить разный эффект при нанесении красящего состава. Что касается области применения данного оборудование, то она такая же, как и у вышеописанных аппаратов
Оборудование для безвоздушного нанесения краски
Оборудование для безвоздушной покраски от вышеописанных устройств отличается тем, что при его использовании не применяется сжатый воздух для дробления капель. Сам термин «безвоздушное напыление» является условным. В таких аппаратах лакокрасочное покрытие подается под высоким давлением и вытесняется через специальное сопло малого диаметра.
Электрический безвоздушный распылитель
Размер капель распыляемой краски в этом случае зависит от формы и геометрических размеров сопла, а также от давления краски.
Среди достоинств такого метода нанесения ЛКП, можно выделить следующие моменты:
- Потери краски на много меньше, так как отсутствует туманообразование;
- Возможность распыления более вязких составов. К примеру, оборудование для покраски жидкой резиной должно быть безвоздушным.
- Нет необходимости в использовании мощной вентиляции, так как остается необходимость лишь в удалении паров растворителя;
- Более высокая производительность труда, что особенно заметно при покраске больших площадей.
- Благодаря возможности нанесения более толстого слоя покрытия, снижается трудоемкость покрасочных работ.
 К примеру, оборудование для покраски жидкой резиной должно быть безвоздушным.
К примеру, оборудование для покраски жидкой резиной должно быть безвоздушным.Отличительной особенностью данного метода покраски является резко очерченный факел распыляемого покрытия, так как практически полностью отсутствует туманообразование.
Совет! Данный метод не рекомендуется применять для окраски небольших деталей, так как отсутствует возможность регулировать расход краски.
Безвоздушное оборудование делится на несколько видов, в зависимости от типа привода, оно бывает:
- Электроприводным;
- Бензиноприводным;
- С пневматическим приводом.
Устройство для электростатического распыления ЛКП
Электростатическое оборудование
Метод электростатического окрашивания существует двух типов:
- Окраска жидкими лакокрасочными материалами;
- Порошковая окраска.

Соответственно, для этих двух методов применяется разное оборудование.
Для жидких красок
Данной технологии покраски уже около семи десятков лет, однако, у нас она появилась относительно недавно и только сейчас стала набирать популярность. Ее суть заключается в использовании электромагнитного поля Земли. Перед распылением, краска подвергается мощному отрицательному заряду, при этом окрашиваемое изделие заземляется.
В итоге краска ложится на поверхность со всех сторон равномерно, так как проходит по электромагнитным линиям. При этом практически не происходит потеря материала.
Оборудование для электростатической покраски также обладает и некоторыми другими достоинствами:
- Обеспечивает высокое качество распыления;
- Уменьшает вредные выбросы;
- Уменьшает время покраски;
- Обеспечивает отличное обволакивание.
Таким образом, при покраске не надо переворачивать своими руками деталь, так как краска обволакивает ее со всех сторон. В итоге, данный метод можно назвать самым нетрудоемким.
В итоге, данный метод можно назвать самым нетрудоемким.
Чаще всего применяется данное оборудование для покраски металлоконструкций.
Схема нанесения порошковой краски
Для порошковых красок
Принцип порошковой окраски практически ничем не отличается от вышеописанного метода, за исключением того, что на поверхность изделия наносится мелкие сухие частицы краски в окрасочной камере. Примечательно то, что не осевшие частицы могут использоваться для повторного напыления.
После нанесения порошка, изделие переносится в камеру полимеризации, где выполняется «закрепление» покрытия путем термической обработки.
Существует три стадии оплавления порошковых красок:
- Оплавление мелких частиц краски и их переход в вязко-текучее состояние;
- Образование сплошного слоя из оплавленного порошка;
- Поверхность смачивается расплавленным полимером, в результате чего формируется покрытие.
Механический краскопульт
Механические приспособления
Напоследок надо сказать о механических приспособлениях, которые обычно используют в бытовых целях. Простейшими из них являются кисти и валики. Более сложными являются механические краскопульты, в которых краска подается в распылитель под давлением, создаваемым ручным насосом.
Простейшими из них являются кисти и валики. Более сложными являются механические краскопульты, в которых краска подается в распылитель под давлением, создаваемым ручным насосом.
Данное устройство позволяет значительно ускорить и упростить процесс покраски, к примеру, при выполнении ремонта в жилище.
Вывод
Мы рассмотрели основные типы существующего оборудования для нанесения лакокрасочных покрытий. Каждое из них предназначено для выполнения определенных задач. Поэтому, при выборе следует ориентироваться в первую очередь на поставленные перед аппаратом требования и объем работ (см.также статью “Цвета краски для обоев: основные правила выбора палитры”).
Дополнительную информацию по данной теме можно получить из видео в этой статье.
Понравилась статья? Подписывайтесь на наш канал Яндекс. Дзен Добавить в избранное
Версия для печати
Дзен Добавить в избранное
Версия для печатиТехнология производства и нанесения порошковых красок
1. Способ нанесения порошковых красок.
Электростатическое распыление наиболее удобно и обеспечивает лучший контроль толщины покрытия. Оно стало основным методом нанесения порошковых покрытий в промышленности.
Зарядка коронным разрядом
В системах зарядки коронным разрядом к зарядным электродам распылителя подается высокое напряжение, и между распылителем и заземленной деталью создается сильное электрическое поле.
В большинстве случаев в системах зарядки коронным разрядом используется отрицательная полярность зарядного электрода. Напряженность электрического поля достигает максимального значения у конца зарядного электрода, и при достижении некоторого уровня здесь происходит коронный разряд. Коронный разряд представляет собой тип холодной плазмы, когда в области короны появляются свободные электроны, которые заполняют пространство между распылителем и деталью. Эти электроны присоединяются к молекулам воздуха, создавая, таким образом, отрицательные ионы. Если электрическое поле за пределами области коронного разряда имеет достаточную напряженность, то ионы, в свою очередь, будут присоединяться к частицам порошка по мере его распыления.
Эти электроны присоединяются к молекулам воздуха, создавая, таким образом, отрицательные ионы. Если электрическое поле за пределами области коронного разряда имеет достаточную напряженность, то ионы, в свою очередь, будут присоединяться к частицам порошка по мере его распыления.
В результате между распылителем и деталью создается облако заряженных частиц порошка и свободных (неприсоединившихся) ионов. Совокупный заряд частиц порошка и свободных ионов, составляющих облако, называется «пространственным зарядом». Пространственный заряд создает свое собственное электрическое поле, которое взаимодействует с полем высоковольтного электрода и помогает осаждению частиц порошка на заземленную подложку.
Зарядка коронным разрядом является наиболее широко используемой технологией зарядки порошка.
Ее популярность обусловлена следующими достоинствами:
- высокой эффективностью зарядки почти всех порошковых материалов, применяемых в покрытиях;
- высокой производительностью систем нанесения покрытий с использованием зарядки коронным разрядом;
- относительно низкой чувствительностью к влажности окружающего воздуха;
- надежностью оборудования и низкими затратами на техническое обслуживание и ремонт.

Обычные системы зарядки коронным разрядом имеют также свои недостатки, которые обусловлены сильным электрическим полем между распылителем и деталью. В некоторых случаях применения это сильное поле может затруднить нанесение покрытия в углах и в местах глубоких выемок. Кроме того, неправильный выбор электростатических параметров распылителя и расстояния от распылителя до детали может вызвать обратную ионизацию и ухудшить качество покрытия. Успехи в развитии технологии зарядки коронным разрядом позволяют специалистам по нанесению покрытий свести к минимуму многие из вышеперечисленных недостатков и значительно повысить качество покрытия и отделки в целом. Поскольку в системах зарядки коронным разрядом используется высокое напряжение, могут потребоваться специальные измерительные приборы для проверки надлежащего функционирования оборудования и устранения неисправностей. Для диагностики оборудования при зарядке коронным разрядом обычно служат киловольтметры.
2. Технология нанесения порошковых красок методом электростатического распыления.
 Технология нанесения порошковых красок методом электростатического распыления.
Технология нанесения порошковых красок методом электростатического распыления.Технология нанесения порошковых красок не сложна, однако оператору необходимы практические навыки и опыт работы. Полезно перечислить некоторые общие рекомендации.
Первое, самое важное правило: «Больше — не значит лучше». Это относится практически ко всем аспектам процесса нанесения покрытия. Примерами могут быть скорость потока порошка, напряжение на распылителе, сила тока, скорость потока воздуха в камере, а также длина шланга.
Основные параметры, за которыми необходимо следить, — это расстояние от распылителя до детали и сила тока на распылителе. Когда распылитель держат на небольшом расстоянии от детали (приблизительно 20-25 см), обычно наблюдается высокая эффективность осаждения порошка.
При работе с распылителями, основанными на действии коронного разряда, избыточная сила тока распылителя и избыточное напряжение могут осложнить нанесение покрытия в углубленных участках поверхности и привести к появлению обратной ионизации. Если распылительное оборудование не имеет автоматического контроля силы тока и напряжения, хорошим способом замедления образования обратной ионизации может быть размещение распылителя дальше от детали. При ручном распылении не следует наносить краску толстыми слоями за один прием. Вместо этого рекомендуется формировать необходимую толщину покрытия посредством наложения нескольких перекрывающих друг друга слоев порошка ,например змейкой вначале горизонтально, затем вертикально. При нанесении покрытия на углубленные участки рекомендуется использовать различные типы дефлекторов, а не перемещать распылитель ближе к детали в напрасной попытке физически заставить порошок попасть в зоны углубления. Необходимо также обдуманно выбирать тип и положение распылителя, скорость потока воздуха и напряжение на распылителе.
Если распылительное оборудование не имеет автоматического контроля силы тока и напряжения, хорошим способом замедления образования обратной ионизации может быть размещение распылителя дальше от детали. При ручном распылении не следует наносить краску толстыми слоями за один прием. Вместо этого рекомендуется формировать необходимую толщину покрытия посредством наложения нескольких перекрывающих друг друга слоев порошка ,например змейкой вначале горизонтально, затем вертикально. При нанесении покрытия на углубленные участки рекомендуется использовать различные типы дефлекторов, а не перемещать распылитель ближе к детали в напрасной попытке физически заставить порошок попасть в зоны углубления. Необходимо также обдуманно выбирать тип и положение распылителя, скорость потока воздуха и напряжение на распылителе.
Рекомендуется напряжение при распылении, основанном на коронном разряде, уменьшать, но не до такой степени, чтобы порошок не удерживался на подложке.
Не существует установленной формулы для всего многообразия форм обрабатываемых поверхностей. Удовлетворительное решение может быть найдено только методом проб и ошибок.
Удовлетворительное решение может быть найдено только методом проб и ошибок.
3. Отрицательные эффекты электростатического напыления и методы их устранения.
Электростатическое обтекание, или «обволакивание», — свойство заряженного порошка оседать на поверхностях изделий, не находящихся непосредственно в силовом поле. Обтекание является одновременно электростатическим и аэродинамическим явлением Когда заряженные частицы порошка пролетают у краев детали, на них действуют аэродинамические и электростатические силы. Крупные частицы порошка имеют большую площадь поверхности, и, следовательно, они в большей степени подвержены воздействию аэродинамических сил и силы тяжести. Если скорость воздушного потока вблизи детали высока, то крупные частицы порошка будут иметь тенденцию пролетать у краев, не осаждаясь на изделии. Более мелкие частицы порошка испытывают относительно более сильное электростатическое притяжение к заземленной детали. Кроме того, по причине их меньших размеров они в меньшей степени подвержены воздействию аэродинамических сил и силы тяжести. Поэтому более вероятно, что мелкие частицы порошка будут покидать поток воздуха и под действием сил электростатического притяжения оседать на задней стороне детали.
Поэтому более вероятно, что мелкие частицы порошка будут покидать поток воздуха и под действием сил электростатического притяжения оседать на задней стороне детали.
На эффект электростатического обтекания оказывают влияние электростатический заряд частиц порошка, скорость воздуха, создаваемая устройством нанесения порошка, распределение частиц и поток воздуха в камере в непосредственной близости от детали. Чем больший электростатический заряд несут частицы порошка и чем меньше скорость потока воздуха вблизи детали, тем более выраженным будет эффект обтекания вокруг детали. На обтекание не оказывает влияния метод зарядки, оно наблюдается в системах с зарядкой частиц как коронным разрядом, так и трением.
Эффект клетки Фарадея наблюдается в тех случаях, когда наносят порошковую краску на детали с выемками, углами, углублениями или выступами на поверхности, куда внешнее электрическое поле (созданное распылителем или пространственным зарядом) не проникает. Силовые линии всегда идут к самой близкой заземленной точке и, следовательно, скорее концентрируются по краям выемки и выступающим участкам, а не проникают дальше внутрь. Поэтому нанесение ровного покрытия на детали сложной формы часто затруднено и в некоторых случаях может быть даже невозможно.
Поэтому нанесение ровного покрытия на детали сложной формы часто затруднено и в некоторых случаях может быть даже невозможно.
Эффект клетки Фарадея — результат воздействия электростатических и аэродинамических сил. При нанесении покрытия на участки, в которых действует эффект клетки Фарадея, электрическое поле, создаваемое распылителем, в котором используется коронный разряд, имеет максимальную напряженность по краям выемки. Это сильное поле ускоряет оседание частиц, образуя в этих местах покрытие слишком большой толщины.
Как было указано ранее, внешнее электрическое поле не проникает в углубления и, следовательно, условия для оседания порошка в этих местах ухудшаются. Аэродинамические условия внутри выемки также менее благоприятны, чем при нанесении покрытия на плоскую поверхность. Поток воздуха, несущий порошок внутрь выемки, часто создает избыточную турбулентность, мешающую его осаждению. Для успешного нанесения покрытия на участки, в которых действует эффект клетки Фарадея, должны выполняться следующие условия:
- порошок должен быть хорошо заряжен;
- скорость потока должна быть достаточной для переноса порошка внутрь углубления, но не слишком большой, чтобы не мешать его осаждению;
- внешнее электрическое поле должно контролироваться для уменьшения «подталкивания» частиц порошка к краям клетки Фарадея.

Нанесение покрытия на детали сложной формы может представлять очень сложную задачу. Тем не менее при правильном выборе оборудования, должной его установке и соблюдении необходимых условий нанесения порошка она может быть успешно решена в тех случаях, где действует эффект клетки Фарадея.
Обратная ионизация является обычным явлением в технологии нанесения порошковых красок. Проще говоря, обратная ионизация проявляется в тех случаях, когда в слое порошкового материала на поверхности детали накапливается слишком большой заряд. Хорошо обозначенная обратная ионизация заметна на деталях с покрытием в форме «звездочек», кратеров или «апельсиновой корки». Такие кратеры проходят через всё покрытие до самой металлической подложки. Они не только ухудшают качество покрытия, но также могут привести к нарушению его функциональных свойств.
Обратная ионизация обычно вызывается излишним током свободных ионов от зарядных электродов распылителя. Когда свободные ионы попадают на покрытую порошком поверхность детали, они прибавляют свой заряд к заряду, накопившемуся в слое порошка. В некоторых точках величина заряда в слое повышается настолько, что в его толще проскакивают микроискры. Эти искры приводят к образованию кратеров и «звездочек» на поверхности покрытия. Помимо отрицательного воздействия обратной ионизации на качество покрытия, она также снижает эффективность процесса нанесения красок. Например, если мы используем распылители с коронным разрядом, сообщающие частицам порошка отрицательный заряд, то развивающаяся обратная ионизация приводит к образованию большого количества положительных ионов вблизи поверхности детали. Эти положительные ионы притягиваются к отрицательно заряженным частицам порошка и снижают или нейтрализуют их заряд. Частицы, отдавшие свой заряд положительным ионам, не смогут оседать на поверхность детали, что приведет к снижению эффективности работы распылителей и ограничению толщины получаемых покрытий.
В некоторых точках величина заряда в слое повышается настолько, что в его толще проскакивают микроискры. Эти искры приводят к образованию кратеров и «звездочек» на поверхности покрытия. Помимо отрицательного воздействия обратной ионизации на качество покрытия, она также снижает эффективность процесса нанесения красок. Например, если мы используем распылители с коронным разрядом, сообщающие частицам порошка отрицательный заряд, то развивающаяся обратная ионизация приводит к образованию большого количества положительных ионов вблизи поверхности детали. Эти положительные ионы притягиваются к отрицательно заряженным частицам порошка и снижают или нейтрализуют их заряд. Частицы, отдавшие свой заряд положительным ионам, не смогут оседать на поверхность детали, что приведет к снижению эффективности работы распылителей и ограничению толщины получаемых покрытий.
Обратная ионизация является типичной и наиболее дорогостоящей проблемой, она может быть преодолена путем использования специального оборудования и усовершенствования методов нанесения красок.
Если приобретение современного оборудования невозможно, то усовершенствование методов нанесения красок может существенно замедлить процесс обратной ионизации. Так, увеличивая расстояние между распылителем и поверхностью детали, можно уменьшить ток распылителя и замедлить процесс обратной ионизации. Для достижения максимальной эффективности операций по нанесению красок следует соблюдать расстояние между распылителем и деталью в пределах 200-300 мм.
4. Физика процесса
С расходом воздуха самым тесным образом связано расстояние между распылителем и изделием. Наименьшее значение его ограничено сдуванием осевшего слоя частиц с поверхности изделия при указанных выше расходах воздуха и составляет в среднем около 10 см. Его оптимальное значение зависит от формы факела: чем больше диаметр отпечатка факела, тем меньше оптимальное расстояние. В подавляющем большинстве практических применений распылителей оптимальное расстояние между распылителем и изделием составляет 20-30 см при таком же диаметре отпечатка факела.
Для распылителей с внутренней зарядкой необходимое напряжение связано только с геометрией зарядного устройства и составляет в среднем 10-30 кВ.
На коронирующий электрод должно подаваться напряжение отрицательной полярности. При этом начальное напряжение ниже, а пробивное выше при одинаковой геометрии промежутков, благодаря чему тот же ток коронного разряда при отрицательной полярности получается при меньшем напряжении.
Отрицательный знак заряда порошка позволяет получать более толстые слои без возникновения обратной короны. И, наконец, при отрицательной полярности коронирующего электрода легче исключается искровой пробой и обеспечивается безопасная эксплуатация распылителей.
Основное требование, которому должно удовлетворять зарядное устройство распылителя, — обеспечение стабильной и эффективной зарядки порошкового полимерного материала.
Эффективность зарядки определяется значением удельного заряда частиц и является достаточной, если удельный заряд лежит в диапазоне 0,5-2,0 мКл/кг для промышленно выпускаемых порошковых материалов. При заданном напряжении на коронирующем электроде удельный заряд тем выше, чём больше ток коронного разряда.
При заданном напряжении на коронирующем электроде удельный заряд тем выше, чём больше ток коронного разряда.
Стабильность зарядки определяется в основном стабильностью тока коронного разряда, который падает с увеличением концентрации частиц порошкового материала в межэлектродном промежутке (с увеличением подачи порошка). Таким образом, основным параметром, определяющим эффективность работы зарядного устройства распылителя,является ток коронного разряда. Из всех систем коронирующих электродов наилучшей является та, которая обеспечивает наибольшее значение и стабильность тока коронного разряда при заданном напряжении на коронирующем электроде.
Электрооборудование установок электростатической окраски — Студопедия
На установках электростатической окраски окрашиваются различные изделия, в том числе корпуса электрических машин и аппаратов. Сущность метода окраски распылением в электростатическом поле высокого напряжения до 140 кВ состоит в том, что между заземленным окрашиваемым изделием и так называемым коронирующим электродом, находящимся под отрицательным потенциалом, создается постоянное электрическое поле, в которое вводится распыленный лакокрасочный материал.
Попадая в это поле, частицы (мелкие капли) материала приобретают отрицательный заряд и движутся по линиям поля к окрашиваемому изделию. Окраску ведут в специальной камере, которая служит для ограждения электродной системы, находящейся под высоким напряжением, а также предохраняет от запыления окрашиваемые изделия.
Камера выполняется металлической, проходного типа, частично остекляется и хорошо освещается для наблюдения за процессом. Вход в камеру имеет блокировки безопасности. Размеры камеры определяются условиями производства.
В зависимости от рода и формы окрашиваемых изделий конвейер может быть подвесным, ленточным, напольным. При окраске некоторых изделий их необходимо вращать, тогда конвейер снабжается устройством для вращения подвесок вокруг оси в зоне электрического поля.
Скорость конвейера устанавливается в зависимости от условий производства и пропускной способности сушильных камер. Обычно она равна 0,75—1 м/мин, а в некоторых случаях увеличивается до 3 м/мин.
В электроокрасочной камере предусматривается вытяжная вентиляция для удаления паров растворителя краски. Движение воздуха в камере не должно нарушать движения заряженных частиц краски в зоне электрического поля, поэтому отсос воздуха производится по направлению движения распыленной краски.
Скорость движения воздуха в камере обычно составляет 0,2— 0,5 м/с. В некоторых камерах устраивается еще и приточная вентиляция, которая через особые фильтры подает в камеру чистый воздух.
В ряде конструкций камер предусматриваются гидрофильтры в системе вытяжной вентиляции. Камера оснащается также устройством автоматического огнетушения.
Рис. Установка для окраски в электростатическом поле: На заземленный конвейер (6) подвешивают подготовленные к окраске изделия (2).
Конвейер движется от входа камеры к выходу (по направлению стрелки).
Внутри камеры сверху и снизу конвейера на изоляторах (3) подвешены рамы с металлическими сетками (4), соединенными с высоковольтным выпрямителем (1).
Сетки (отрицательный потенциал) являются коронирующими электродами. При заданном напряжении между сетками и конвейером (140 кВ) начинается коронный разряд.
Вдуваемые пневматическим распылителем (7) частицы краски заряжаются в электрическом поле и, превратившись в отрицательные ионы, движутся к положительно заряженным изделиям (аноду).
Заряженные частицы падают на изделие со всех сторон и равномерно плотным слоем краски окрашивают всю его поверхность. Для удаления из камер паров растворителей и обеспечения заданного состава атмосферы, в камере окраски установлен вытяжной вентилятор (5).
Что такое электростатическая окраска? (с иллюстрациями)
Электростатическая окраска — это инновационный метод окраски металлов и некоторых видов пластмасс. В нем используются электрически заряженные порошки для создания гладкой и гладкой поверхности и других желаемых эффектов. За возможность нанесения порошкового покрытия отвечает электростатическое поле.
Электростатическая краска сначала распыляется, а затем запекается.
Электростатическое поле — это явление, напоминающее типичное магнитное поле. Например, когда определенный объект становится электрически заряженным, он автоматически создает электростатическое поле. Если этот объект имеет избыточное количество электронов, считается, что он обладает отрицательным зарядом. Однако, если у объекта меньше электронов, чем во внешней среде, он считается положительно заряженным объектом.
Электростатическая окраска может вызывать неприятный запах. Как и в случае с магнитными полями, два электростатических объекта с противоположно заряженными частицами автоматически притягиваются друг к другу. Это основная идея электростатической окраски, которая использует эти электростатические поля для более быстрой и экономичной окраски металлических предметов. Уборка также легкая задача.
Уборка также легкая задача.
Для электростатической окраски требуются специальные инструменты. Инструменты должны использоваться, чтобы воспользоваться преимуществом притяжения противоположно заряженных полей.Таким образом, установка для электростатической покраски немного сложнее, чем установка для стандартной покраски, но процесс прост.
Первый этап процесса заключается в смешивании составленной краски с химическим катализатором для получения положительного заряда. Металлический объект, который необходимо покрасить, затем будет заземлен с помощью подключенной проводки. Поскольку металлический объект и состав краски содержат противоположные заряды — краска положительна, а металл — отрицательна, краска легко притягивается к металлическому объекту.
Металлический объект, который необходимо покрасить, затем будет заземлен с помощью подключенной проводки. Поскольку металлический объект и состав краски содержат противоположные заряды — краска положительна, а металл — отрицательна, краска легко притягивается к металлическому объекту.
После завершения зарядки и настройки можно приступать к покраске.Краска с положительным зарядом распыляется на металлический предмет и легко прилипает к поверхности металла. Притяжение противоположных зарядов настолько велико, что даже если распылить только одну сторону металлического столба, заряд автоматически окрасит металл, покрывая всю его поверхность.
Затем металл запекают в духовках при температуре до 500 ° F для получения твердой отделки. Электростатическая окраска обеспечивает очень прочную систему окраски для алюминия, архитектурной стали, рам гоночных автомобилей, садовой мебели, шкафов для документов, дверных и оконных рам. Этот метод обычно позволяет добиться зеркально гладкой поверхности без потеков, проседаний, пузырей и подтеков, которые обычно возникают при традиционных методах окраски жидкостью.
Электростатическая окраска обеспечивает очень прочную систему окраски для алюминия, архитектурной стали, рам гоночных автомобилей, садовой мебели, шкафов для документов, дверных и оконных рам. Этот метод обычно позволяет добиться зеркально гладкой поверхности без потеков, проседаний, пузырей и подтеков, которые обычно возникают при традиционных методах окраски жидкостью.
Краска также обычно оказывается более стойкой, чем другие жидкие краски плюс.Кроме того, этот процесс является экологически чистым, поскольку в нем не используются растворители, которые могут испарять или загрязнять дренажную воду. Однако электростатическая окраска может вызывать неприятный запах, поэтому рекомендуется проводить окраску на открытом воздухе.
Электростатическая окраска и почему она так хорошо работает
Электростатическая окраска — это процесс использования магнитного поля для нанесения краски на металлы и различные типы пластмасс.В его основе лежит принцип «притяжения противоположностей». Придавая окрашиваемому объекту отрицательный заряд, а краске — положительный, создается притяжение, и в результате получается прочное, гладкое, твердое лакокрасочное покрытие.
Большинство людей испытали статическое электричество, когда они шли по ковру и затем касались металла — шок! Удар возникает потому, что трение их обуви о ковер способствует накоплению электрического заряда в теле. При прикосновении к заземленному металлическому объекту возникающий электрический разряд вызывает поражение электрическим током.Электростатическое поле похоже на типичное магнитное поле, потому что, когда объект заряжается, он создает электростатическое поле. Если у объекта есть избыток электронов, он считается отрицательно заряженным. Если у объекта меньше электронов, чем у окружающей его среды, он заряжен положительно. Тогда два электростатических объекта с противоположно заряженными частицами будут притягиваться друг к другу. Это концепция электростатической окраски.
При прикосновении к заземленному металлическому объекту возникающий электрический разряд вызывает поражение электрическим током.Электростатическое поле похоже на типичное магнитное поле, потому что, когда объект заряжается, он создает электростатическое поле. Если у объекта есть избыток электронов, он считается отрицательно заряженным. Если у объекта меньше электронов, чем у окружающей его среды, он заряжен положительно. Тогда два электростатических объекта с противоположно заряженными частицами будут притягиваться друг к другу. Это концепция электростатической окраски.
При электростатической окраске окрашиваемый предмет получает отрицательный заряд от отрицательно заряженного электрода, который похож на аккумуляторный кабель.Краска имеет положительный заряд и распыляется с помощью вращающейся форсунки. Положительный и отрицательный заряды притягивают краску к металлической поверхности, как магнит. Краска ищет заземленные объекты и «обволакивает» окрашиваемый объект. Это происходит из-за того, что притяжение между противоположными зарядами настолько велико, что заряд притягивает краску вокруг объекта, полностью покрывая поверхность. Краска статически притягивается к металлу со всех сторон, поэтому из-за чрезмерного распыления не образуется беспорядка.Представьте, как это может работать, например, при покраске кованого забора. Краска будет распылена, и она будет обертываться и прилипать к задней части каждой части забора. На окружающей территории не будет беспорядка и будет очень мало краски, потерянной или неиспользованной, если таковая имеется, поскольку нет избыточного распыления.
Краска статически притягивается к металлу со всех сторон, поэтому из-за чрезмерного распыления не образуется беспорядка.Представьте, как это может работать, например, при покраске кованого забора. Краска будет распылена, и она будет обертываться и прилипать к задней части каждой части забора. На окружающей территории не будет беспорядка и будет очень мало краски, потерянной или неиспользованной, если таковая имеется, поскольку нет избыточного распыления.
Электростатическая окраска имеет множество преимуществ и преимуществ. Покрытие покрывается за счет электромагнитного поля. Обеспечивает гладкую, твердую поверхность эмали.Толщину краски легко контролировать. Это экономически выгодно, поскольку экономит краску и время. Он очень чистый, потому что нет чрезмерного распыления или разбрызгивания, а нанесение является равномерным. Поверхность окрашенного объекта гигиенична, поскольку она непористая и непроницаема для химикатов, используемых для очистки.
Электростатическая окраска — очень эффективный, экономичный и чистый метод окраски. Его можно использовать на токопроводящих поверхностях и обеспечивает гладкую поверхность. Образует прочное и долговечное покрытие, которое прослужит долгие годы.Этот процесс используется на заводах уже много лет. Но с разработкой мобильных окрасочных установок покрытия теперь можно наносить электростатическим способом практически в любом месте. Специалисты по покраске могут помочь вам воспользоваться этим методом покраски для вашего дома и двора.
Его можно использовать на токопроводящих поверхностях и обеспечивает гладкую поверхность. Образует прочное и долговечное покрытие, которое прослужит долгие годы.Этот процесс используется на заводах уже много лет. Но с разработкой мобильных окрасочных установок покрытия теперь можно наносить электростатическим способом практически в любом месте. Специалисты по покраске могут помочь вам воспользоваться этим методом покраски для вашего дома и двора.
Электростатическая окраска
Электростатическая окраска — это техника, которая обеспечивает тонкое напыление металлических поверхностей с минимумом чрезмерного распыления и отходов материала.
Electrostatic безопасен и экологически чист.До 98% краски переносится на поверхность, что означает, что мы используем меньше краски, меньше растворителей и очень мало избыточного распыления по сравнению с обычным и безвоздушным распылением
Этот процесс чище и быстрее, чем обычный способ покраски металлических предметов на месте. Электростатическая окраска может добавить жизни и ценности вашему бассейну из кованого железа или защитным ограждениям, металлическим шкафчикам и защитным дверям.
Электростатическая окраска может добавить жизни и ценности вашему бассейну из кованого железа или защитным ограждениям, металлическим шкафчикам и защитным дверям.
Как работает электростатическая покраска
Высоковольтный заряд позволяет вращающемуся диску на конце этого необычного пистолета-распылителя превратить небольшую струю краски в мелкий туман.
Металлический объект, который должен быть окрашен, заземлен, и когда аппликатор завершает цепь, активируя пистолет, статическое поле переносит краску на окрашиваемый объект. Без электрического заряда краска рассыпалась бы повсюду.
Характеристики покраски этого процесса часто позволяют окрашивать объекты с одной стороны всего за один проход. На обычном ограждении бассейна для обычного распыления требуется четыре или более проходов под разными углами и направлениями.С помощью нашего метода один проход покрывает от 70% до 90%, а остаток покрывается последним проходом. Разный дизайн и размер требуют корректировки техники нанесения. Но этот пример показывает преимущество нашей системы электростатического распыления.
Но этот пример показывает преимущество нашей системы электростатического распыления.
Мы стремимся к совершенству и доставляем вам удовольствие.
Позвоните нам по вопросам внутренней и наружной декоративной окраски металла, защитного металла и структурной / вспомогательной окраски металла. Позвольте нам процитировать ваш проект по окраске металла и использовать наш многолетний опыт для работы на вас.
Мы являемся лицензированным подрядчиком в Аризоне и уполномоченным в качестве генерального подрядчика по модернизации и ремонту , а также подрядчика по покраске и облицовке стен .
Электростатическая раскраска изображений, стоковых фотографий и векторных изображений
В настоящее время вы используете более старую версию браузера, и ваши возможности могут быть неоптимальными. Пожалуйста, подумайте об обновлении. Учить больше. ImagesImages homeCurated collectionsPhotosVectorsOffset ImagesCategoriesAbstractAnimals / WildlifeThe ArtsBackgrounds / TexturesBeauty / FashionBuildings / LandmarksBusiness / FinanceCelebritiesEditorialEducationFood и DrinkHealthcare / MedicalHolidaysIllustrations / Clip-ArtIndustrialInteriorsMiscellaneousNatureObjectsParks / OutdoorPeopleReligionScienceSigns / SymbolsSports / RecreationTechnologyTransportationVectorsVintageAll categoriesFootageFootage homeCurated collectionsShutterstock SelectShutterstock ElementsCategoriesAnimals / WildlifeBuildings / LandmarksBackgrounds / TexturesBusiness / FinanceEducationFood и DrinkHealth CareHolidaysObjectsIndustrialArtNaturePeopleReligionScienceTechnologySigns / SymbolsSports / RecreationTransportationEditorialAll categoriesMusicMusic ГлавнаяПремиумBeatШаблоныШаблоны ДомойШаблоны социальных сетейОбложка FacebookFacebook Mobile CoverInstagram StoryTwitter BannerYouTube Channel ArtШаблоны печатиВизитная карточкаСертификатКупонFlyerПодарочный сертификатРедакция inmentNewsRoyaltySportsToolsShutterstock EditorMobile appsPluginsImage resizerFile converterCollage makerColor schemesBlogBlog homeDesignVideoContributorNewsPremiumBeat blogEnterprisePricing
Вход
Зарегистрироваться
Меню
FiltersClear allAll изображений- Все изображения
- Фото
- Vectors
- Иллюстрации
- Editorial
- Видеоматериал
- Музыка
- Поиск по изображению
электростатическая окраска
Сортировать поСамые актуальные
Свежие материалы
Тип изображенияВсе изображения
Фото
Векторы
Иллюстрации
ОриентацияВсе ориентации
Горизонтальная
Вертикальная
Цветная Электростатическая Нью-Гэмпшир С 1950 года компания ARC Electrostatic Painting неустанно работала с сообществом Оберн и его окрестностями, чтобы вернуть старому виду снова как новое, и всплеск цвета в придачу! Мы специализируемся на электростатической окраске, пескоструйной очистке и техническом обслуживании как коммерческих, так и промышленных клиентов.
Узнать больше
Экспертная электростатическая покраска в Нью-Гэмпшире
Когда традиционный слой краски просто не дает вам готового качества, которое вам нужно для вашего оборудования, пора подумать о разговоре с электростатическими малярами в Нью-Гэмпшире о доведении ваших инвестиций до долговечного и красивого эстетического вида. В ARC Electrostatic Painting мы гордимся тем, что помогаем нашим клиентам получить наилучшую возможную отделку на своем оборудовании — в сочетании с внешним видом, долговечностью и устойчивостью! Наш метод электростатической окраски — это самое надежное решение для отделки, разработанное для эффективной полировки любого металла и придания ему четкого и долговечного вида.Выбирая наших специалистов по электростатической окраске в Нью-Гэмпшире, вы можете быть уверены, что работа сделана идеально!
Больше, чем просто маляр на электростатических станках из Нью-Гэмпшира, мы — ваше полное решение для отделки машин. Мы предоставляем вам полный спектр услуг, от пескоструйной обработки до окраски и даже до технического обслуживания, чтобы ваше оборудование выглядело и ощущалось как новое, когда вы его вернете. За 60 лет работы мы работали с оборудованием всех типов и специализируемся на индивидуальной отделке и подборе цвета.Имея множество довольных клиентов и всегда под рукой наглядное доказательство нашего превосходства, вы можете доверять нам в выполнении самой красивой и тщательной электростатической покраски.
За 60 лет работы мы работали с оборудованием всех типов и специализируемся на индивидуальной отделке и подборе цвета.Имея множество довольных клиентов и всегда под рукой наглядное доказательство нашего превосходства, вы можете доверять нам в выполнении самой красивой и тщательной электростатической покраски.
- У нас есть предприятие площадью 20 000 квадратных футов, чтобы разместить оборудование любого размера и класса!
- Мы работаем с 1950 года, имея более шести десятилетий профессионального опыта.
- Предлагаем бесплатные сметы и предложения по всем проектам.
- Мы производим пескоструйную очистку и окраску в соответствии с вашими требованиями для получения качественной отделки.
- Нет оборудования, которое нельзя было бы раскрасить!
 youtube.com/embed/zQwnrznVnI8?rel=0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/zQwnrznVnI8?rel=0″ allowfullscreen=»allowfullscreen»/>
Получите расценки на живопись!
Вам нужно вдохнуть новую жизнь в ваше оборудование? Позвольте ARC Electrostatic Painting дать вам бесплатное предложение по покраске уже сегодня!
Свяжитесь с нами
Обслуживаемые территории
Мы предоставляем лучшие услуги по окраске стальных конструкций и электроокраске всем нашим клиентам и дружелюбным соседям в:
- Auburn, NH
- Manchester, NH
- Concord, NH
- Лакония, NH
- Кин, NH
- Мэн
- Портсмут, NH
- Довер, NH
- Конвей, NH
- Берлингтон, NH
- Монпилиер, NH
- Вермонт
- Рокингем Каунти
- Strafford, NH
- Merrimack, NH
- Hillsborough, NH
- Nashua, NH
- Massachusetts
PPT — Крупнейшая в стране компания по окраске электростатических материалов. Презентация в PowerPoint
 Презентация в PowerPoint
Презентация в PowerPoint Крупнейшая в стране компания по окраске электростатических материалов.
Электростатическая окраска Столы и подставки Панели ячеек для переобивки Обивочные доски с тканевым покрытием
Что такое электростатическая окраска? • Электростатическая окраска — это процесс нанесения жидкой краски на металл распылением.• Распыленные частицы краски заряжаются положительно и притягиваются к заземленному металлическому объекту. Распыление происходит за счет центробежной силы, а не воздуха. • Электростатическим способом можно наносить различные лакокрасочные покрытия, включая двухкомпонентные эпоксидные смолы, полиуретаны и фторполимеры.
Преимущества электростатического процесса • 95% + эффективность переноса покрытий сводится к минимуму при распылении • Позволяет наносить на рабочем месте отделку, эквивалентную заводской. • Равномерная толщина пленки и стабильные характеристики покрытия • Создает статический заряд Эффект «обтекания», обеспечивающий улучшенное покрытие краски
• Равномерная толщина пленки и стабильные характеристики покрытия • Создает статический заряд Эффект «обтекания», обеспечивающий улучшенное покрытие краски
Общие проекты Внешние приложения Внутренние помещения • Входы • Поручни • Ограждение • Фонари • Металлические столбы • Сиденья стадиона • Двери лифта • Перегородки туалета • Ящики для продуктов питания • Шкафчики • Мебель — • Офис • Лаборатория
Внешние приложения
Внешние приложения
Внешние приложения
Внутренние приложения =
Внутренние приложения =
9003
Зачем нужен E PR • Персонал EPR использует наш опыт для исследования и определения надлежащего процесса подготовки, высокоэффективного покрытия и свойств отделки, специфичных для каждого проекта • Индивидуальное цветовое согласование доступно для различных покрытий, и большинство из них может быть нанесено в стандартном заводском исполнении, металлическом или металлическом. текстурированная отделка • Услуги EPR на объекте могут выполняться в дневное, вечернее или выходное время по мере необходимости • Оборудование EPR полностью оборудовано для нанесения покрытий, эквивалентных OEM, на элементы, которые необходимо красить за пределами строительной площадки
текстурированная отделка • Услуги EPR на объекте могут выполняться в дневное, вечернее или выходное время по мере необходимости • Оборудование EPR полностью оборудовано для нанесения покрытий, эквивалентных OEM, на элементы, которые необходимо красить за пределами строительной площадки
Зачем использовать EPR • Несколько офисов дает нам возможность предоставлять услуги на всей территории США.Обученный персонал S. и компании дает нам возможность обеспечивать стабильное и качественное выполнение работ • Опытное руководство имеет не менее 15 лет опыта работы в электростатической промышленности, а специалисты по нанесению покрытий имеют как минимум 5-летний опыт работы в области электростатической окраски • EPR нанимает технического директора на полную ставку для помощи в обеспечении качества
На предприятиях EPR имеется цех по производству ламината, которого способны производить новые столешницы и ламинированные рабочие поверхности.